
印付け・スジボリの修正編
【1.削り出しの目安となる補助線をけがく方法】

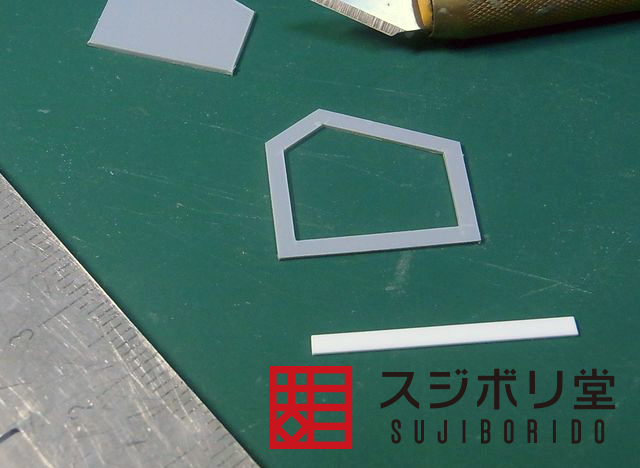
プラ板を8.5mmの正方形に切り出し、3mm厚に積層しました。
最上面にはT型スライド定規で加工した、斜めスリットの入った0.5mmプラ板を貼っています。
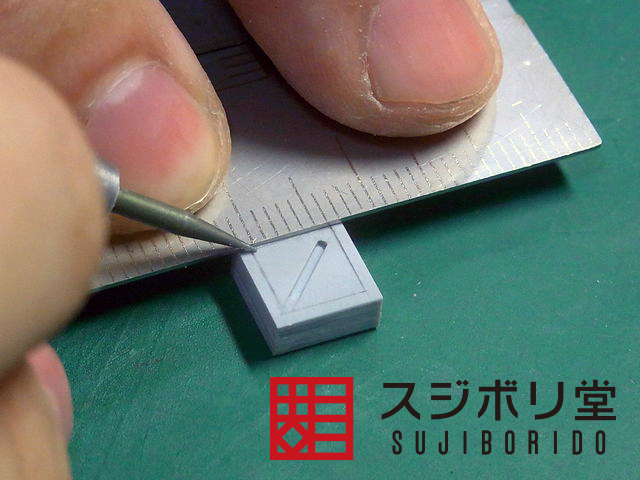
T型スライド定規とケガキ針を使用して、4辺と平行に削り込みの目安となる補助線をけがきます。
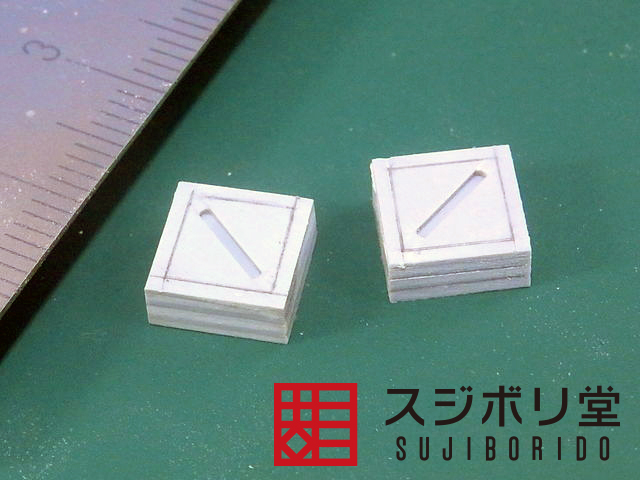
2個同時に製作しています。
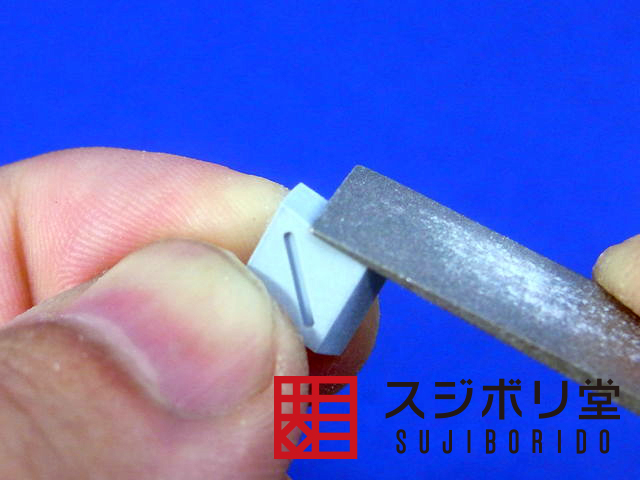
けがいた線を目安に面出しヤスリ等で削り込みます。

側面を斜めに削りだし、エッジにC面を入れて完成です。
ポリパテやエポキシパテブロックの削り出しにも使用できます。
【2.正確にリベットの位置決めをする方法】
キャラクターモデルのリベット表現は、兵器としてのメカニカルな表現であるがゆえに、少しでも誤差があると
見栄えが悪くなります。
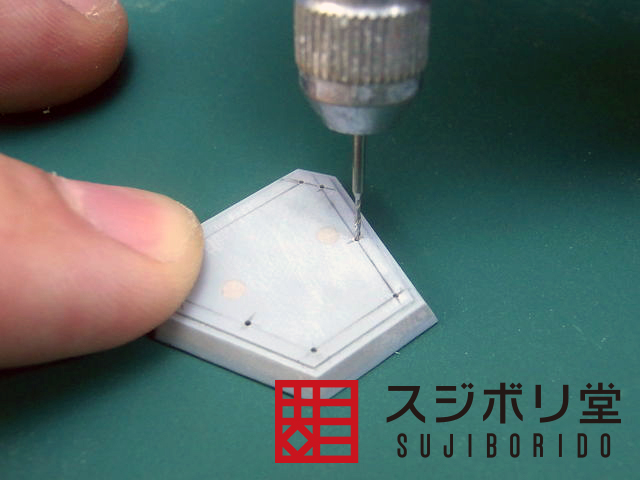
T型スライド定規を使用することで、リベット位置に正確な穴あけが可能です。
任意の幅に引き出したT型スライド定規をパーツの縁に当てて、線上や交点にリベットの穴を開孔します。
パーツの縁にシャープペンで下書きをします。
T型スライド定規の目盛りを利用して中心点も印付けしています。
ニードルを使って下書きの線の交点や印付けをした位置に下穴を開けます。
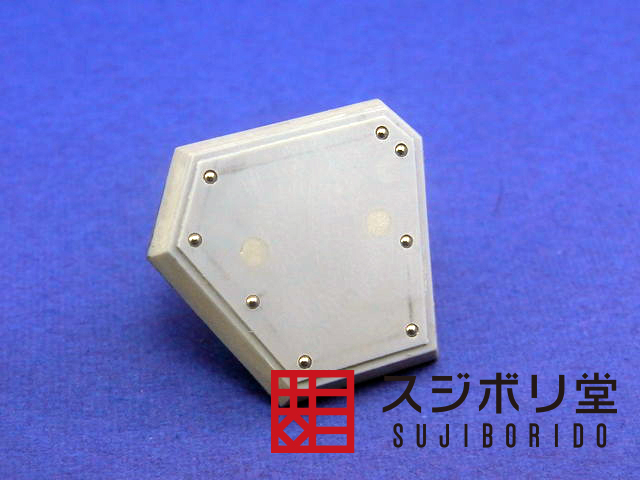
金属球を入れて完成です。
T型スライド定規を使用して正確な位置決めをしているので、整然とリベットが並ぶ
メカニカルな表現が出来ました。
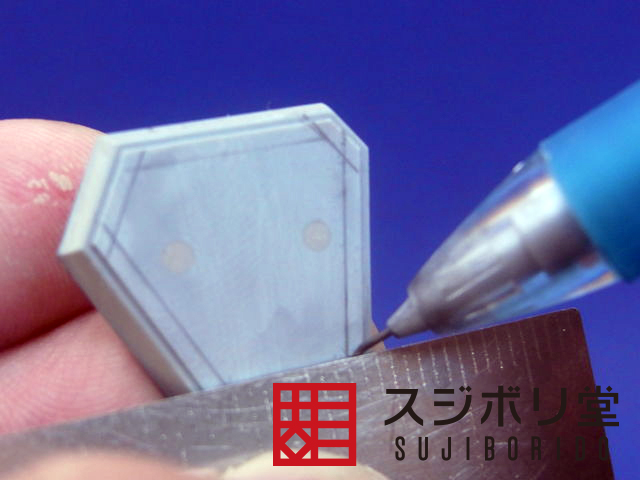
【3.開口位置をコピーする方法】
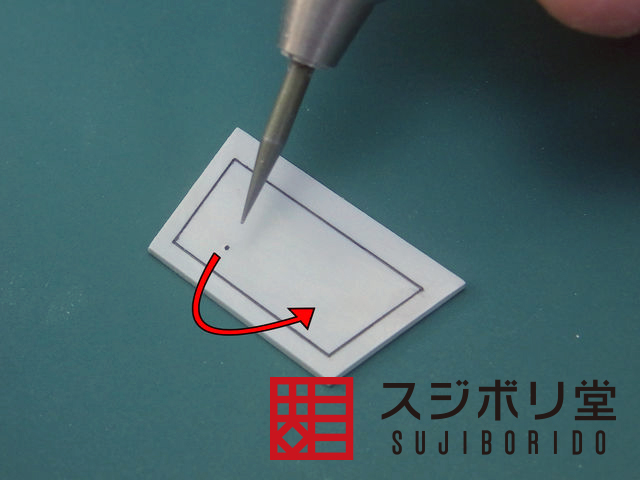
ニードルの先で開けた穴を、左右対称となる位置にコピーします。
ニードル開口部に横線を引き、次に縦線を引きます。
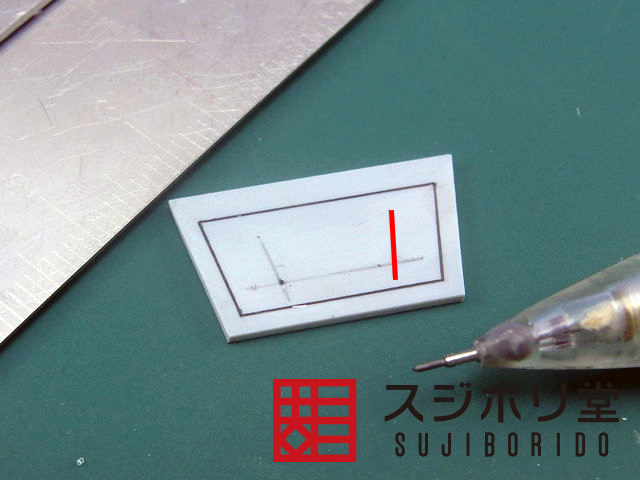
T型スライド定規の引き出し幅を固定したままコピー位置へ縦線を引きます。
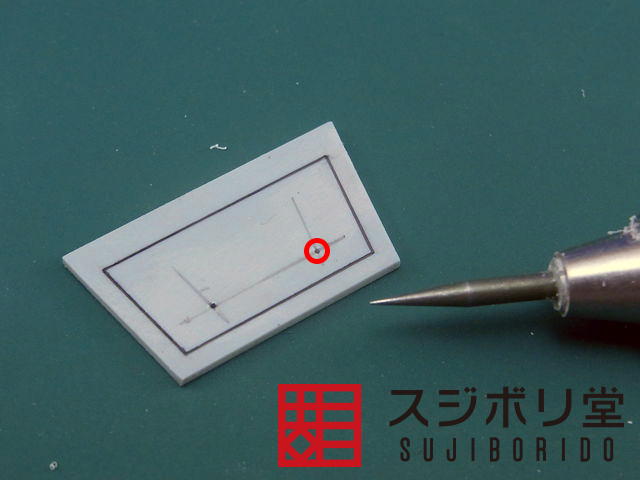
線が交差した「点」が左右対称となる位置にコピーされたので、ニードルで下穴を開けます。
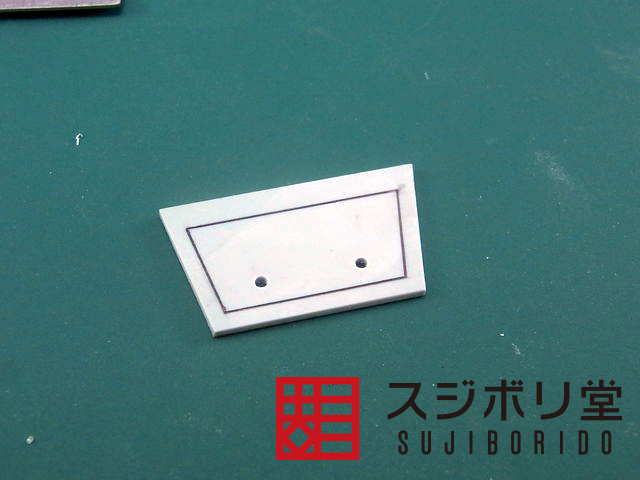
ピンバイスを使って穴を拡大しました。その他パーツ接着の位置決めなど、様々な用途に利用が
可能です。
パネルラインの左右対称の位置合わせなどにも便利です。
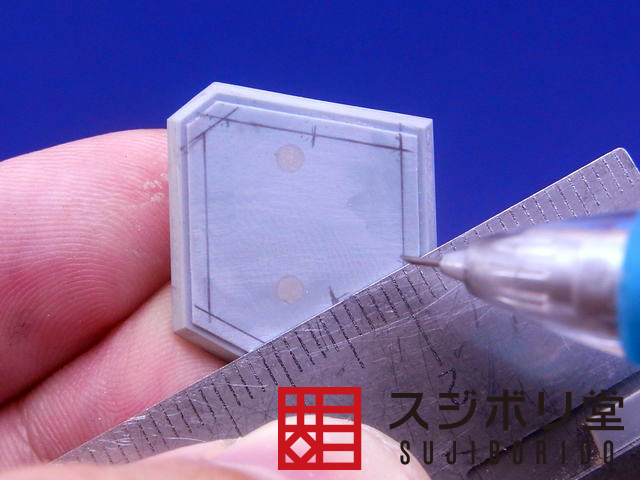
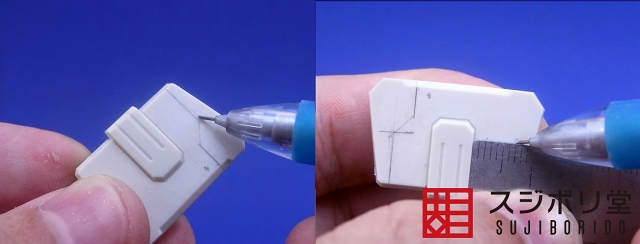
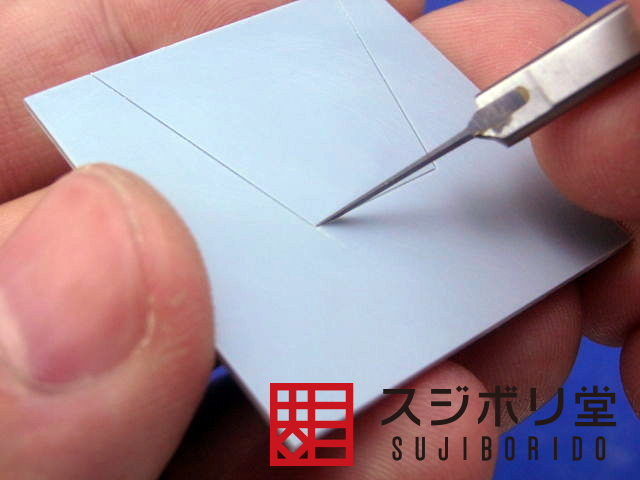
【4.パーツの中心線をカット・スジボリする方法】
T型スライド定規を任意の幅で固定し、左右から平行に引いた補助線により中心点を求めます。
その中心点を通る上下の辺から引いた垂線を基準にカットやスジボリを行います。

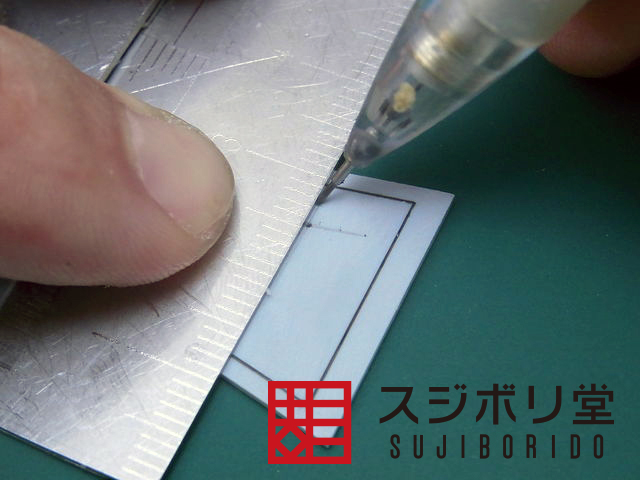
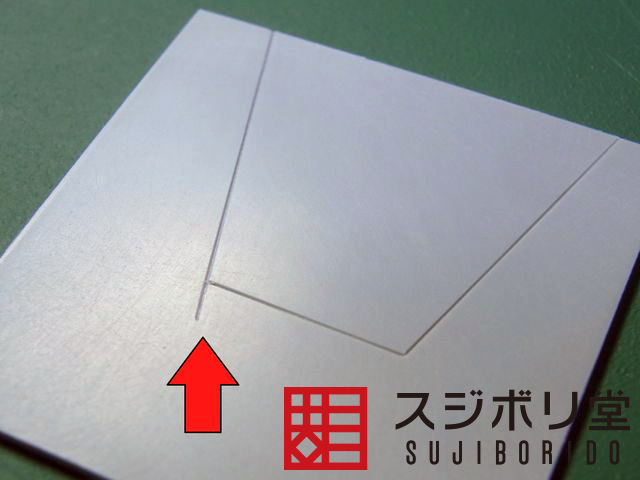
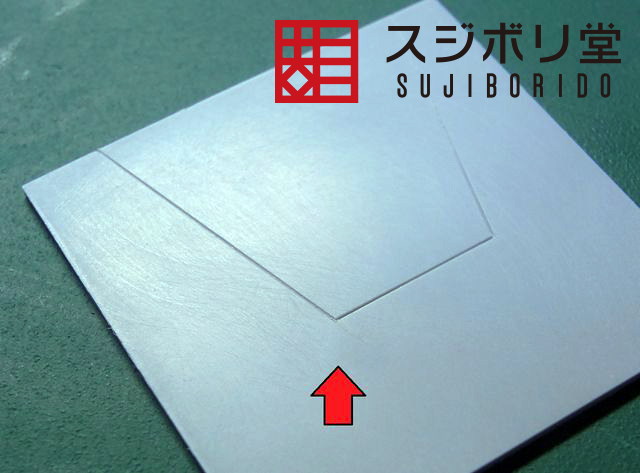
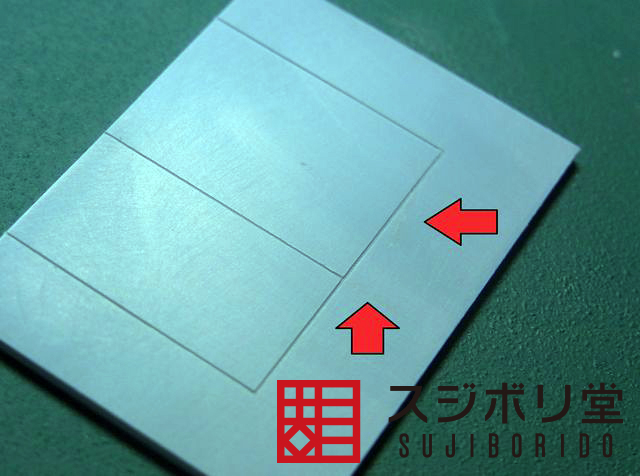
シールドパーツの左右から補助線を引きます。
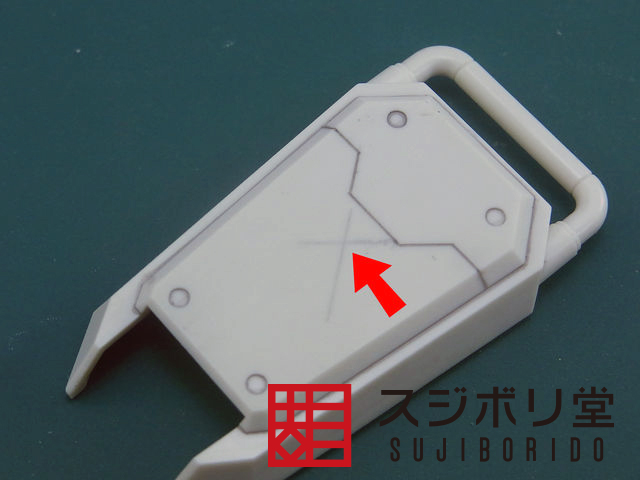
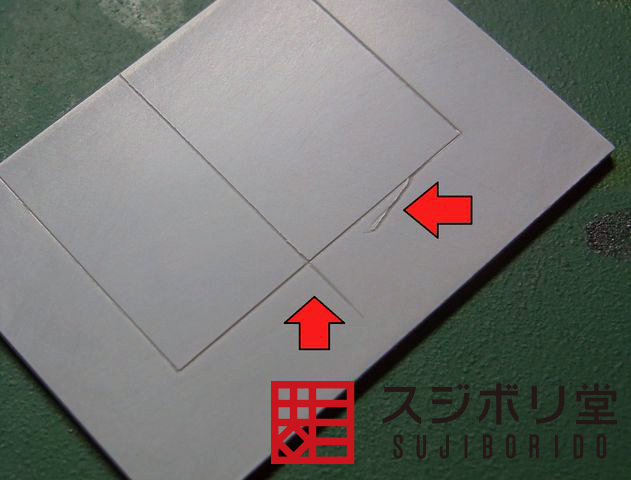
矢印で示した2本の補助線の交点がパーツの中心です。

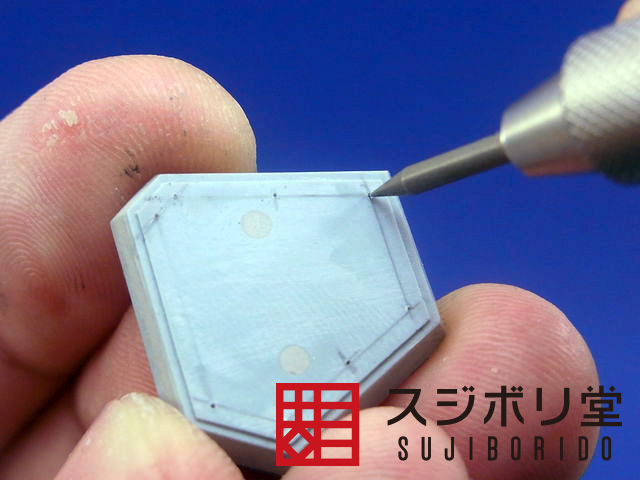
パーツ下辺から中心点を通る垂線を引きます。

下書きに沿って BMCタガネでスジボリ加工を行います。

左右対称のパーツに正確な垂線・平行線を入れることが出来ました。
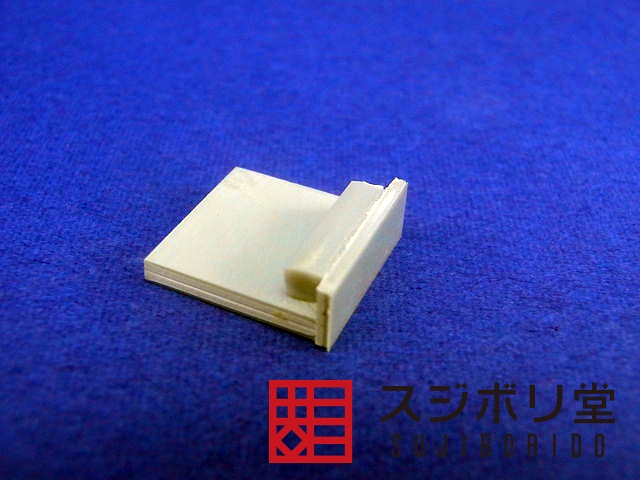
【5.段差ディテールを製作する方法】
T型スライド定規の構造を利用してプラ板を段状に組むことにより、インテーク内のフィンの表現が可能です。
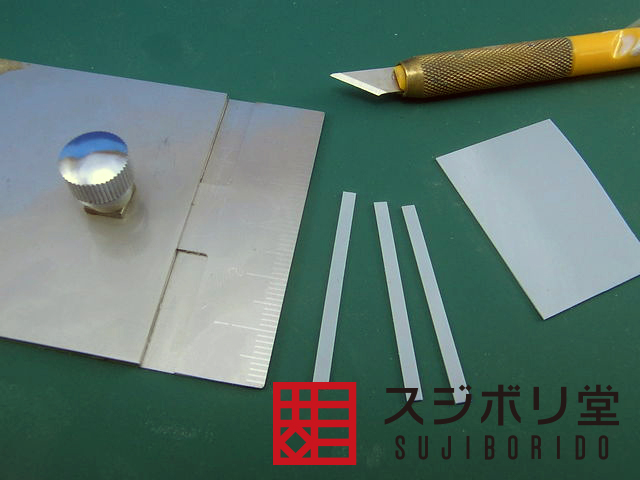
2.5mm幅のプラ板を複数枚切り出しました。

切り出したプラ板を、目的の寸法よりやや長く切り分けます。
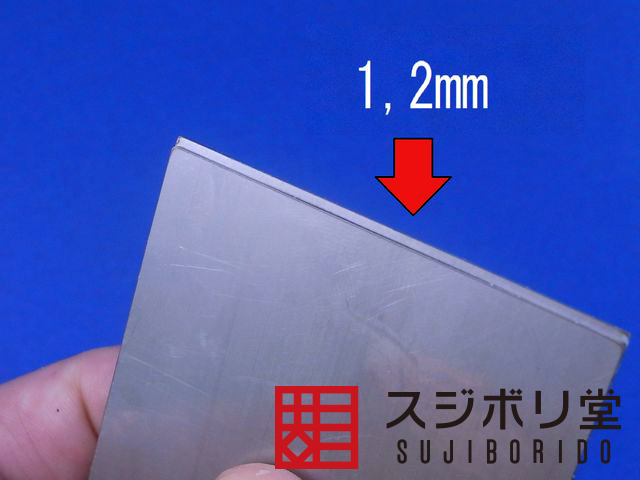
スリット幅を1.2mmに設定しました。
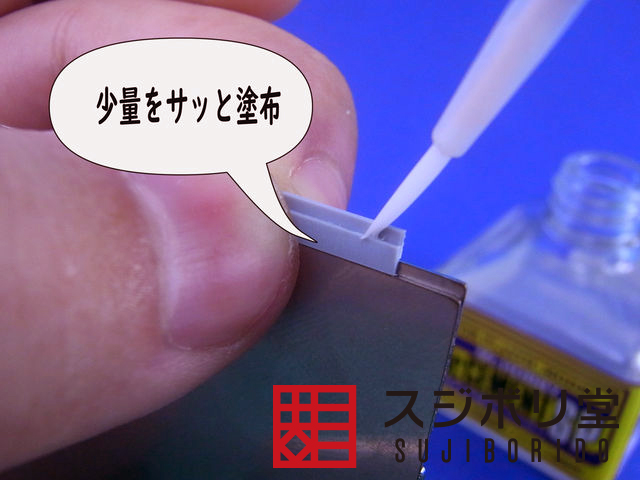
2枚のプラ板をT型スライド定規の段差にセットして流し込みタイプのセメントで仮接着します。
セメントの量が多いと、定規側に回り込んでしまうので注意が必要です。
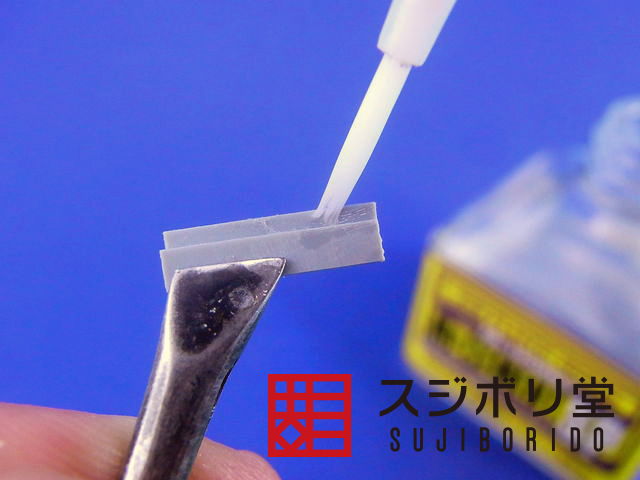
仮接着したプラ板をT型スライド定規から外して適量の接着剤で固定します。

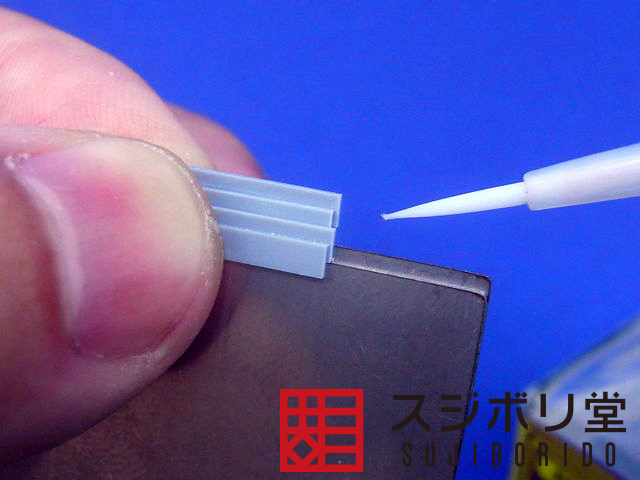
1.2mmの段差で貼り合わせたものを4個作りました。
2枚貼り合わせたものを組み合わせて仮接着・本接着の工程を繰り返します。
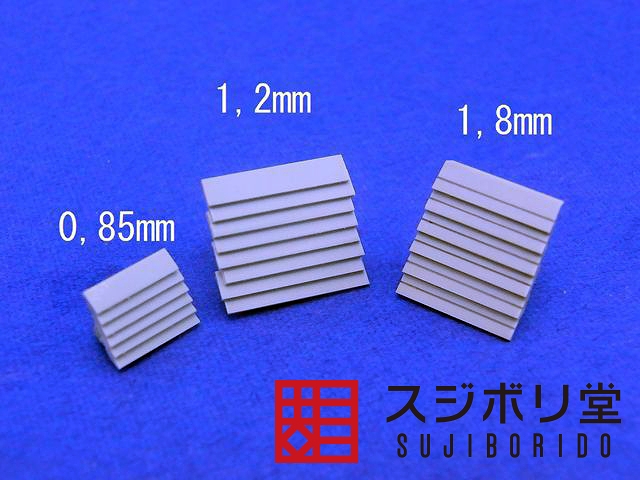
8枚の板を等間隔で接着することが出来ました。
同じ方法で幅の広い物(1.8mm)と狭い物(0.85mm)の物を作ってみました。
幅広のパーツには更にパネルラインの表現を加えてみました。
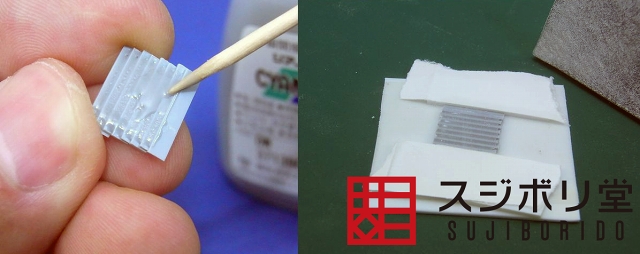
裏面を瞬間接着パテで補強すると加工がしやすくなります。
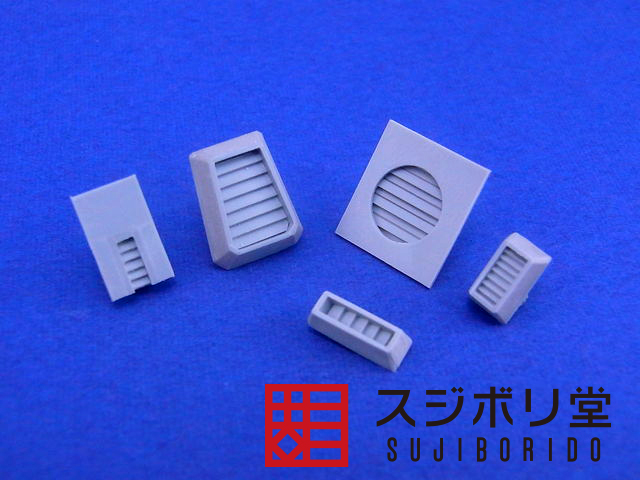
フルスクラッチの段差ディテールを複数個製作しました。
自作したものを複製して自分専用のディテールアップパーツを作っておくと、様々な表現が可能になります。
手作業の場合は等間隔で揃えることは難しいですが、T型スライド定規を使うことで作業が自動化されるため、
精度の高い段差ディテールを作ることが出来ます。
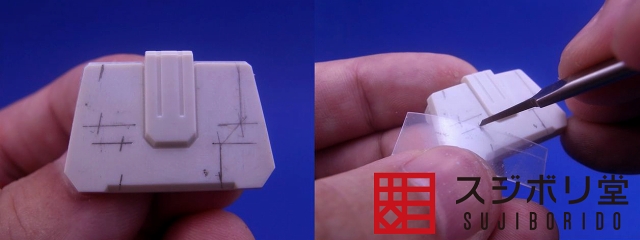
【6.失敗したスジボリの修正方法】
スジボリのはみ出しを修正します。
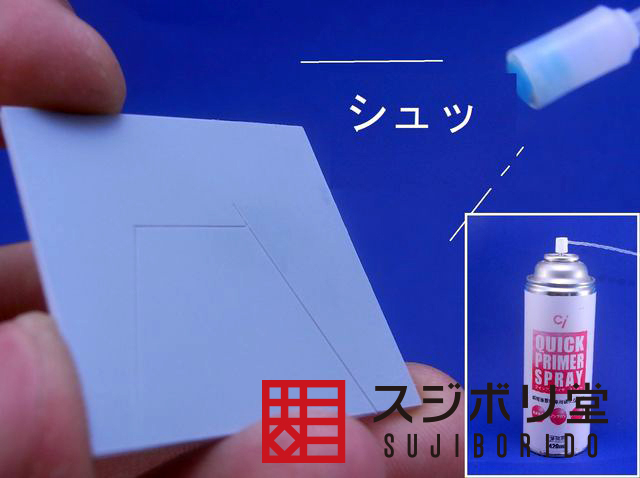
スジボリの修正部分に瞬着硬化スプレーを吹き付けます。
硬化スプレーは必ずプラスチックを溶かさないタイプの物を使って下さい。

はみだしの傷を埋める瞬間接着パテでスジボリを埋めないように、メンディングテープでマスキングをします。
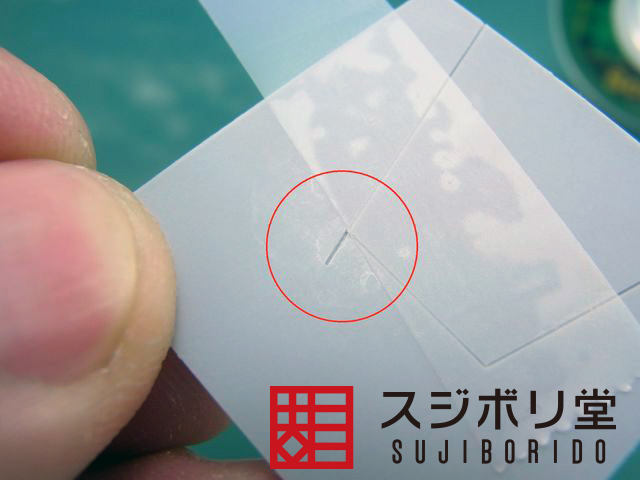
スジボリの末端にテープを貼ります。
透明度のあるメンディングテープは、スジボリとテープの位置関係や溝への密着度合が
確認できるので便利です。
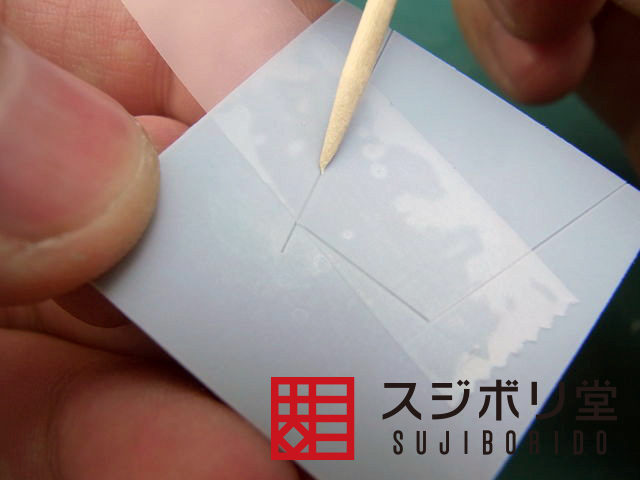
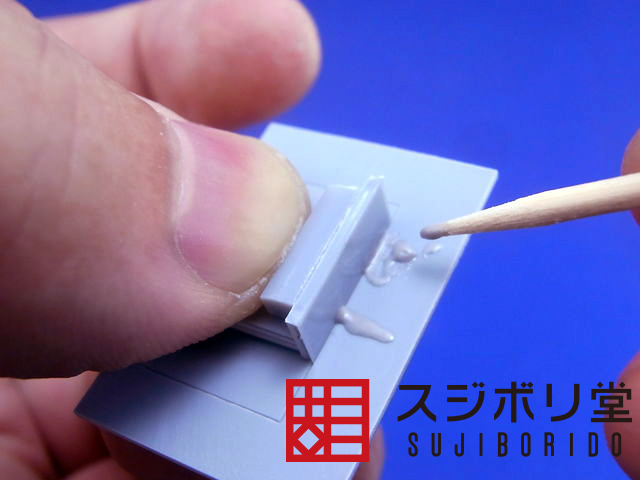
先端を削った爪楊枝を使って、スジボリの凹みにメンディングテープを密着させます。
この工程によって、瞬間接着パテがスジボリに流れ込むのを防ぐことが出来ます。

テープの上から再度瞬着硬化スプレーを吹き付けます。
硬化スプレーを塗布することでパテが瞬時に硬化するので、テープと溝の隙間に流れ込むのを防止
することが出来ます。

デザインナイフの刃でパテをスジボリに馴染ませます。
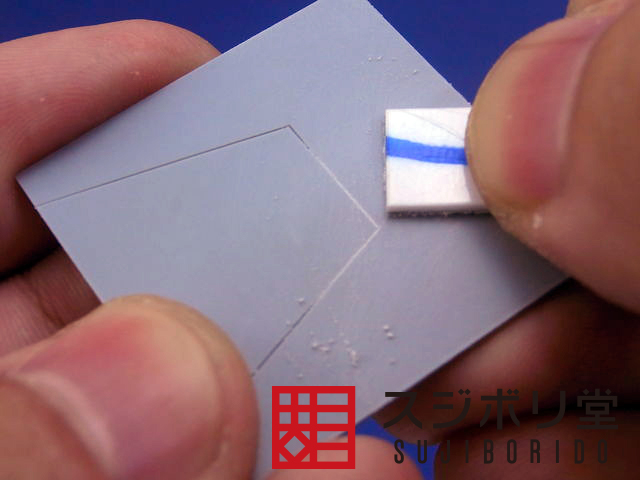
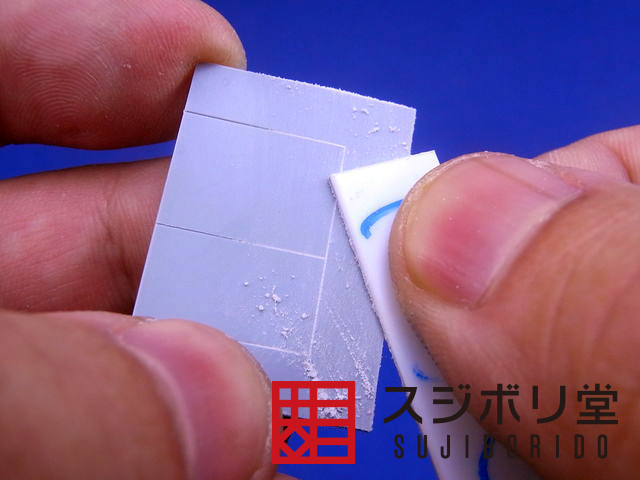
テープを剥がしてヤスリがけをします。
スジボリの角が瞬間接着パテで丸くなっているので、 BMCタガネで削りエッジを作ります。
失敗したスジボリの修正は手間のかかる作業でしたが、最近では便利なマテリアルやツールが多くあり、
それらを工夫して使うことで簡単にリカバリーが可能になりました。
難易度の高いスジボリでも臆することなく挑戦して頂ければと思います。
【7.スジボリからそれた傷を修正する方法】
スジボリからそれた傷の修正は難しい作業ですが、スジボリの縁に非接着性樹脂の「壁」を作ることで
簡単に処理することが可能です。

スジボリ加工でも保護テープとして使用した、0.09mm厚の梱包テープを使います。
ポリプロピレンフィルムの非接着性を活かして、スジボリのラインの養生に使用します。
プラ板で作ったL字型の道具「スジボリガード」です。
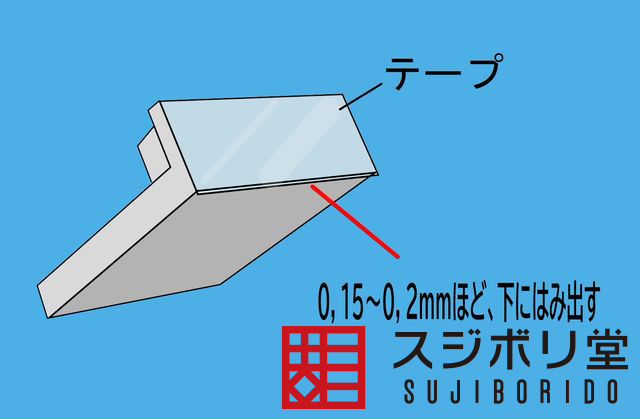
L字型のプラ板はスジボリの長さに合わせて作ります。
テープを下側に0.15~0.2mm程はみ出すように貼ります。
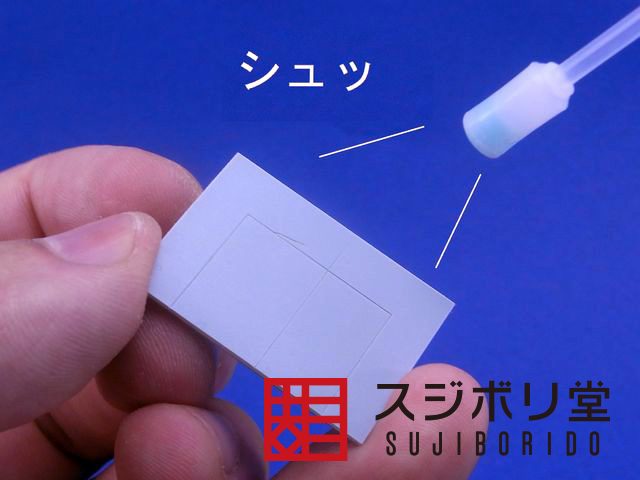

スジボリを修正する箇所と「スジボリガード」のテープ面に、瞬着硬化スプレーを吹き付けます。
硬化スプレーは必ずプラスチックを溶かさないタイプを使ってください。
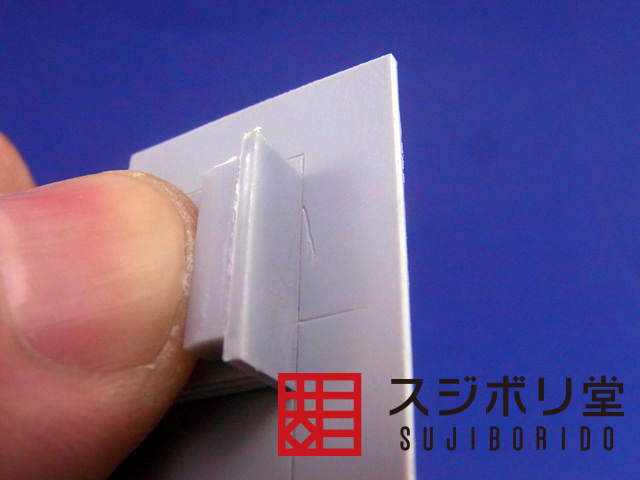
「スジボリガード」のテープ部分を修正箇所にセットします。
スジボリの縁にテープがしっかりと当たるように押さえます。
力を入れすぎるとテープが曲がってしまうので注意が必要です。
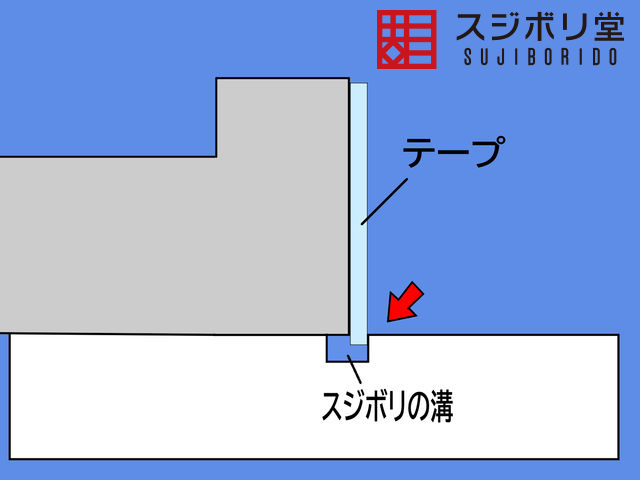
瞬間接着パテを修正箇所に爪楊枝で盛り付けます。
スジボリの縁と「スジボリガード」に隙間があると溝がパテで埋まってしまうので注意します。

瞬間接着パテが硬化したら「スジボリガード」を外します。
瞬間接着パテの不要な部分を面だしヤスリ等で削り落とします。
スジボリガードで壁を作った事で、瞬間接着パテがスジボリに流れ込むことなく
きれいに修正が出来ました。
【8.デジタルノギスでT型スライド定規の位置決めをする方法】
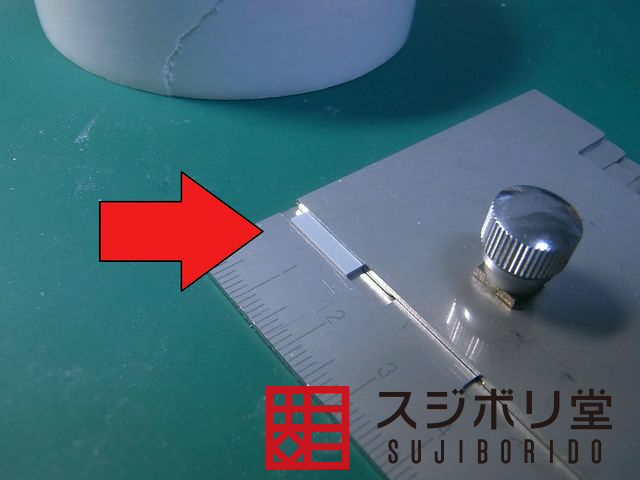
本体の端と定規部分を揃えると3mmの空間があります。
T型定規を4mmスライドさせたい場合は3mm+4mm=9mmに設定すれば良いのですが、
その都度計算するのが面倒な方におすすめの方法です。

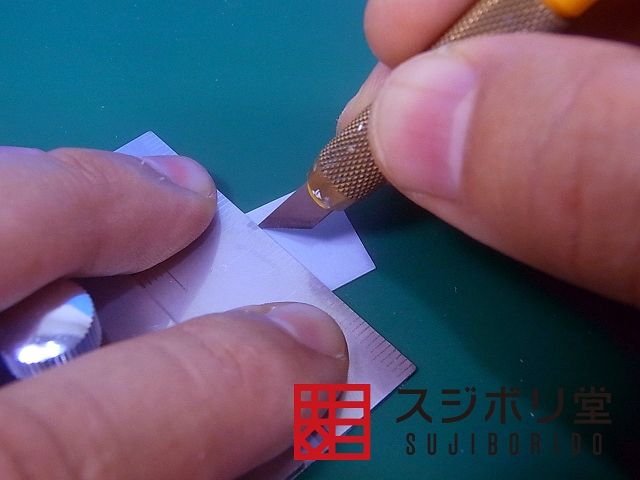
1mmプラ板を3.0mmの幅にカットしたものを用意します。
本体とT型定規との間に両面テープで貼り付け、本体と定規が揃う基準点とします。
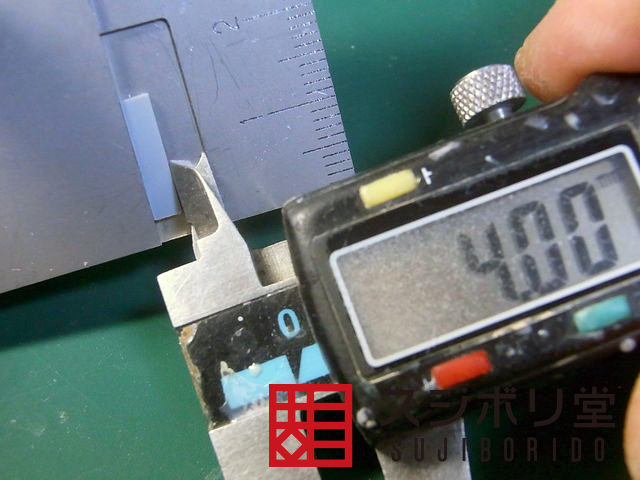
この基準点を利用し4mm幅でプラ板をカットします。
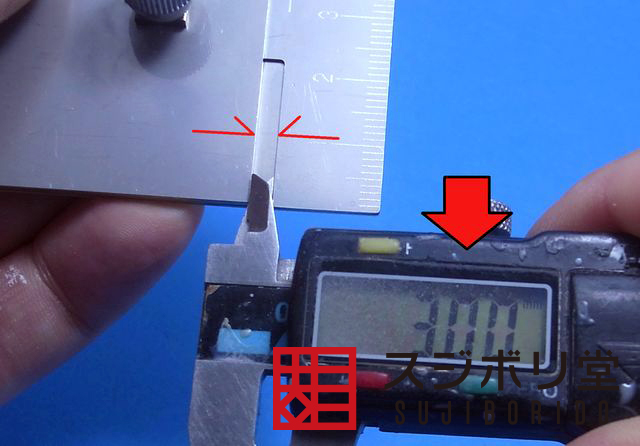
基準点から4mmの長さで固定されているので、そのまま0.5mmのプラ板をセットします。

4mm幅にカットすることが出来ました。(誤差は±0.05mm程度です。)
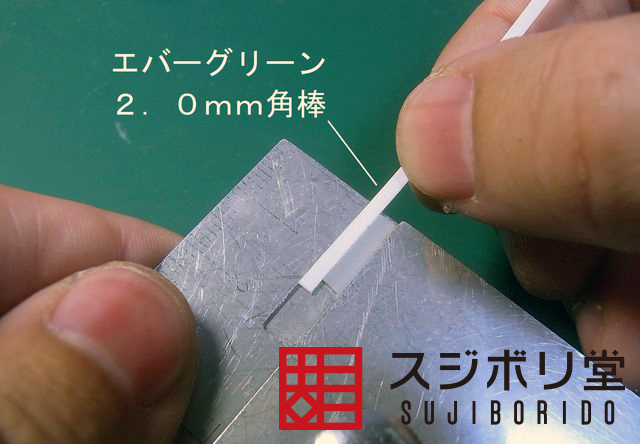
エバーグリーンなどのプラ材を挟んでカットする幅を設定することも出来ます。
2mmの角棒を挟んでT型スライド定規を固定します。
プラ板の縁をカットすると角棒とほぼ同じ幅でカットされています。