
スジボリ・切り出し編
【1.プラ板への基本的なスジボリ加工】
T型定規を任意の位置に固定することで、パーツの縁と平行なスジボリを正確かつ簡単に
加工することが出来ます。
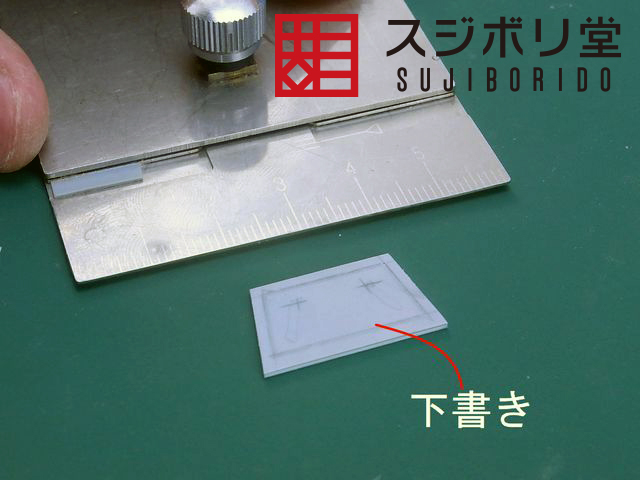
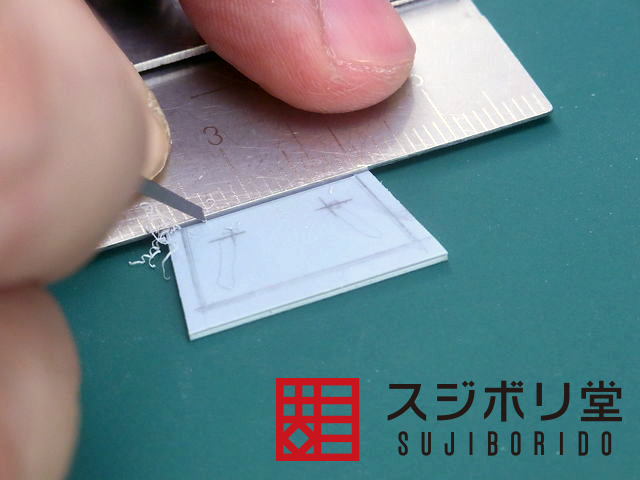
台形プラ板に縁と平行なパネルラインをシャープペンで下書きします。
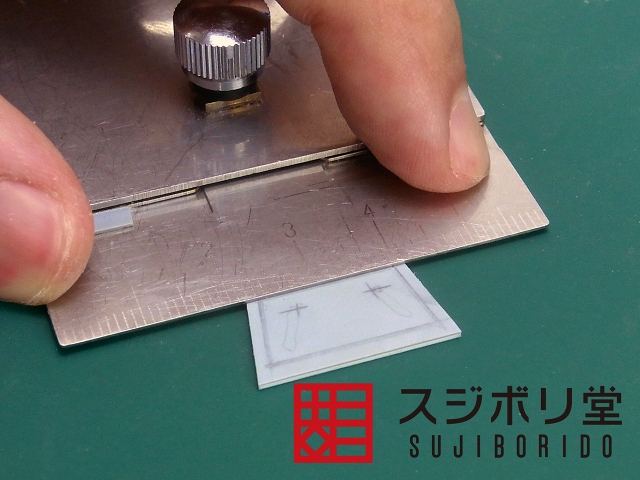
下書き線に合わせて固定します。
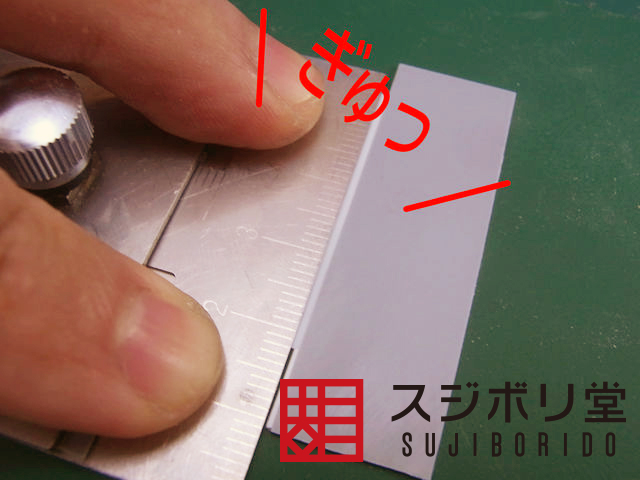
プラ板とT型スライド定規を隙間なく密着させることが精度の高いスジボリ加工を可能にします。
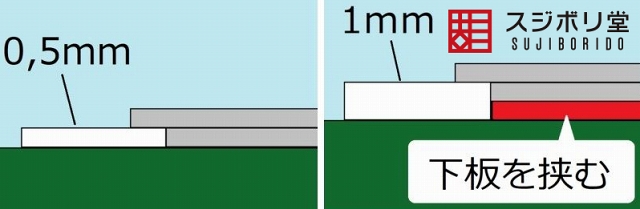
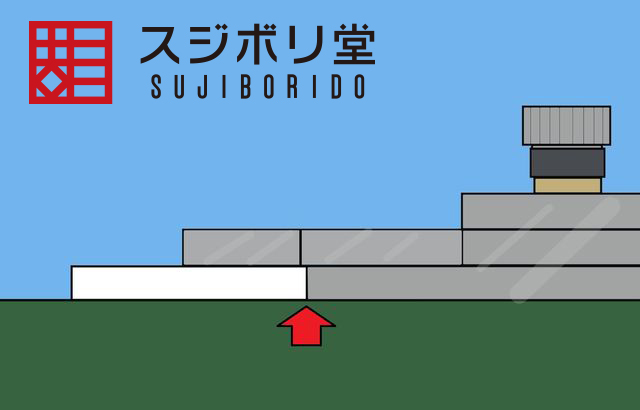
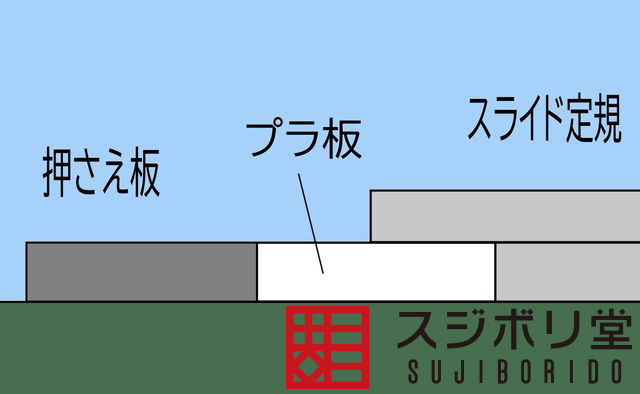
T型スライド定規は0.5mm厚プラ板を標準として設計されています。
0.5mm以上の厚みのある板を加工する場合は、下板を挟むと安定した作業が出来ます。
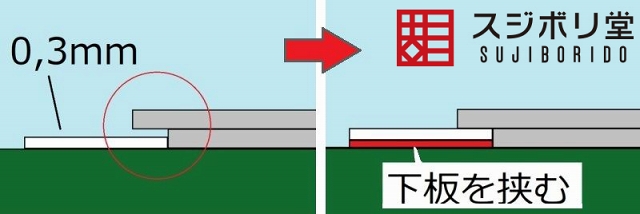
0.3mm厚のプラ板など0.5mmよりも薄い板を加工する場合は、プラ板の下に板を挟むことで、
安定した作業をすることが出来ます。
パーツの各辺にT型スライド定規を当てて加工します。
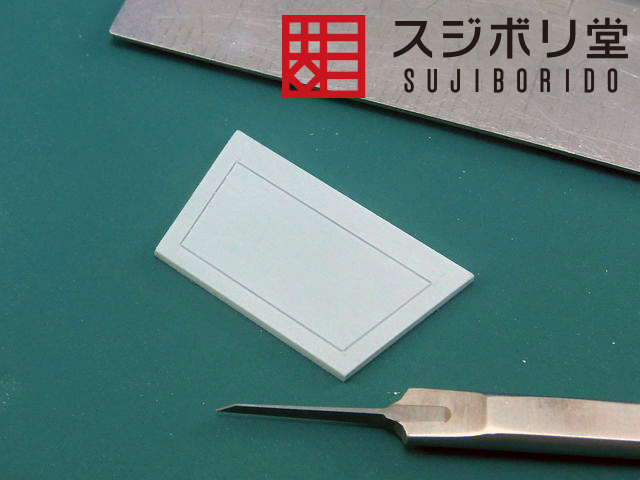
手作業だと難しい加工ですが、T型スライド定規を使用することで、各辺と平行なスジボリ加工を
簡単かつ正確に行うことができます。
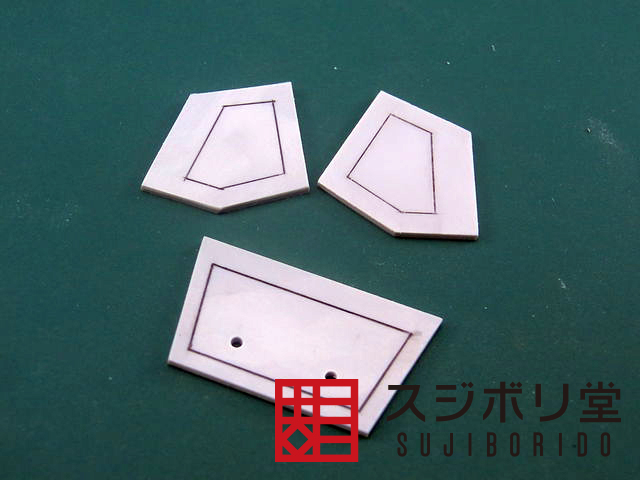
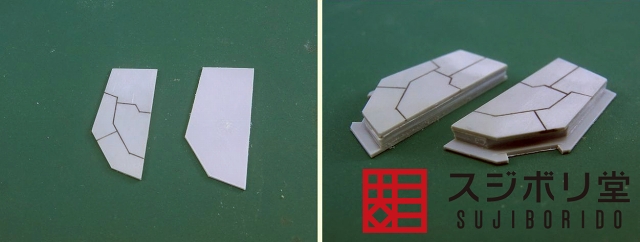
他2枚のパーツも同じ工程で加工しています。
同形状のプラ板を複数枚用意して、各辺を同じ幅で加工することで、同じ位置へ正確にスジボリ加工を
行うことが出来ます。
左右対称のデザインが多いキャラクターモデルのディテールアップパーツの量産に効果が高い方法です。
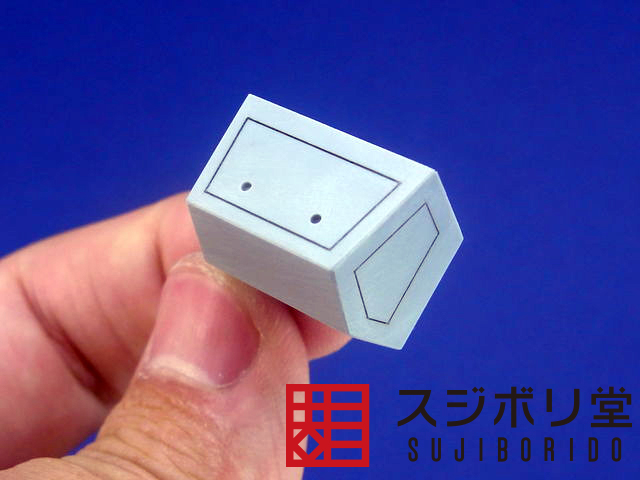
加工したプラ板を組み合わせて、開閉ハッチ風のディテールを製作しました。
【2.プラ板短辺へのスジボリ加工】
加工するプラ板の一辺が短い場合、T型スライド定規とパーツの縁を平行にすることが難しいため、
固定用の「ソケット板」を作ります。
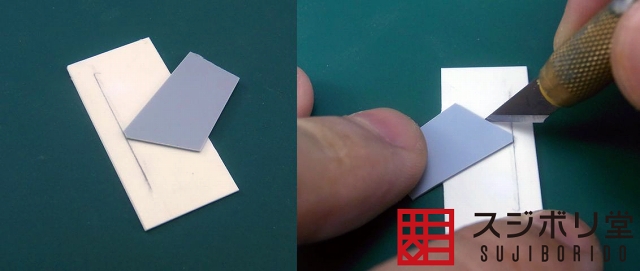
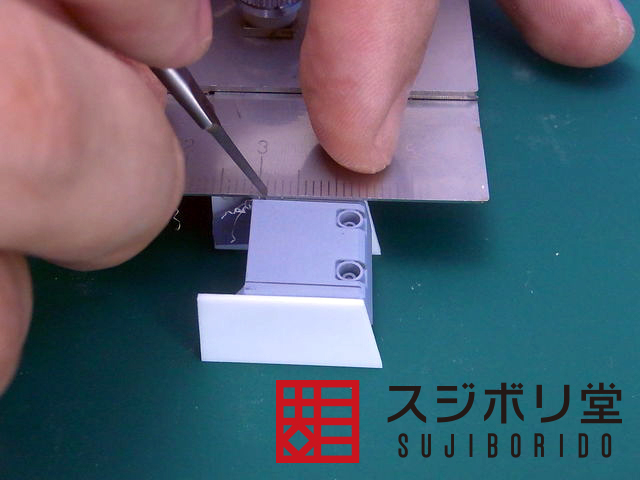
「ソケット板」の底辺とパーツ短辺を平行にして、瞬間接着剤の点付けで仮止めをした後、パーツの輪郭に
沿って同じ形に切り出します。
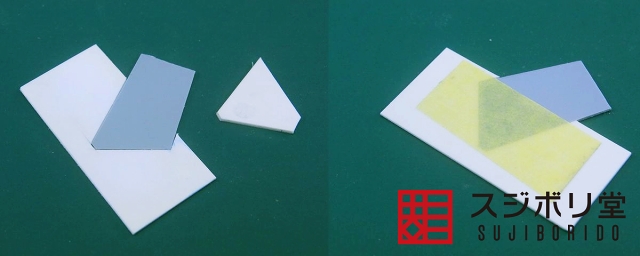
同形状にくり抜いた「ソケット板」にパーツをはめて、裏側からマスキングテープで固定します。
持ち手がないパーツを「ソケット板」にはめることで、安定した加工を行うことが出来ます。
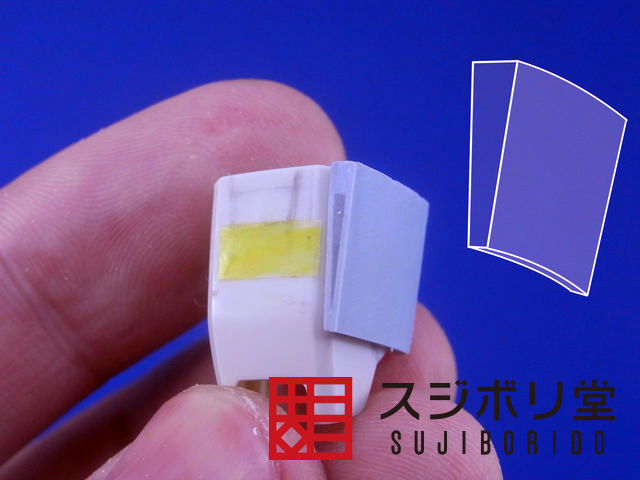
「ソケット板」は裏返すと形状が反転するので、左右対称パーツの加工にも使用できます。
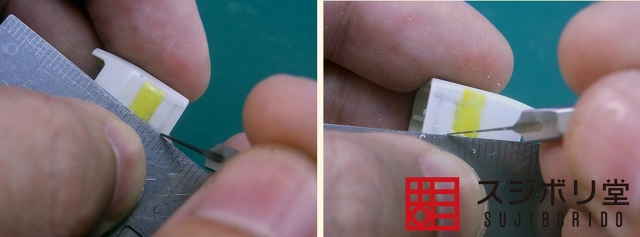
「ソケット板」をT型スライド定規に密着させ、 BMCタガネでスジボリを施します。
短辺も精度の高い角度で加工することが出来ました。
切り抜き加工を追加し、装甲裏ディテール製作をしました。
【3.縁と平行線で表現する様々なパネルラインの加工】
基本的なスジボリ加工だけではなく、加工する位置を変化させることで、様々なパネルラインの表現が可能です。
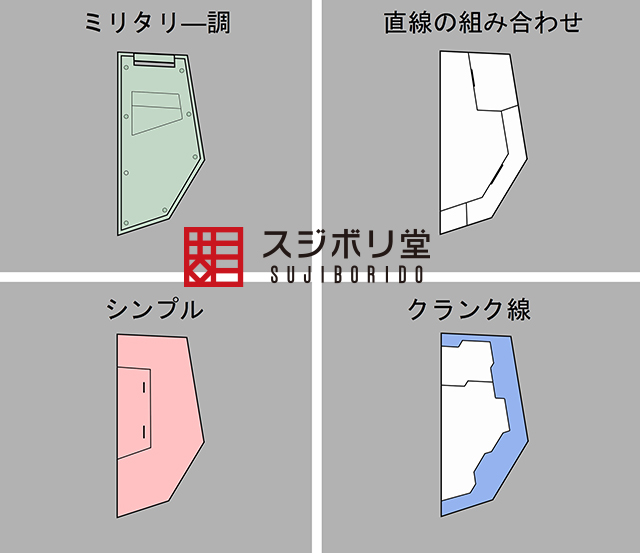
キャラクターモデルの腰フロントアーマーに「パーツの縁と平行な線のみ」を使ってパネルラインを4種類描いてみました。
角度を変化させたパネルラインや他のディテールと組み合わせることで、パターンは無限に作り出すことが出来ます。

重ね切りで同じ形状に切り出したプラ板にパネルラインの下書きをします。
シャープペンは0.5mm芯を使っていますが、そのままでは線が太いので先端を尖らせています。
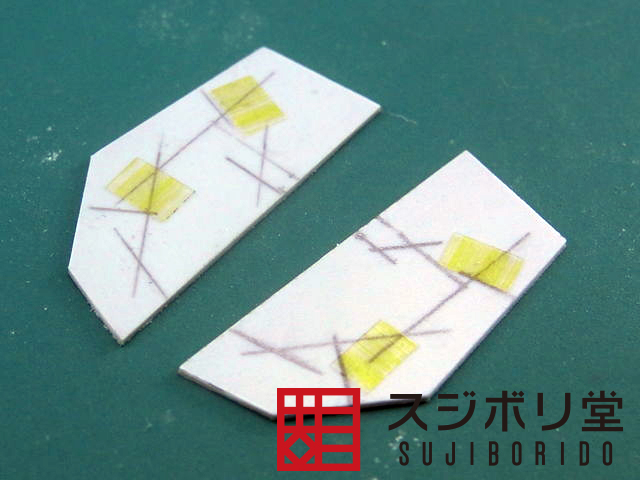
下書き線の交差した部分に「ストッパーテープ」を貼り付けます。
テープでスジボリの起点と終点の両端を保護することで、はみだしによる傷を防ぎます。
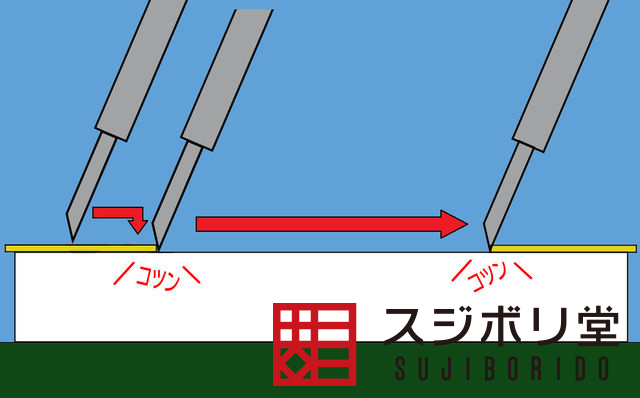
また、先端から指先にコツンという感覚が伝わるので、力の入れ具合や止めるタイミングも把握できます。

「ストッパーテープ」は厚手の梱包用テープ(厚さ0.09mm)を使用します。
定規の下に貼っても邪魔にならない厚みで、スジボリ工具の動きをしっかりと止める樹脂の硬さと
オーバーランの傷を防ぐ強度があります。
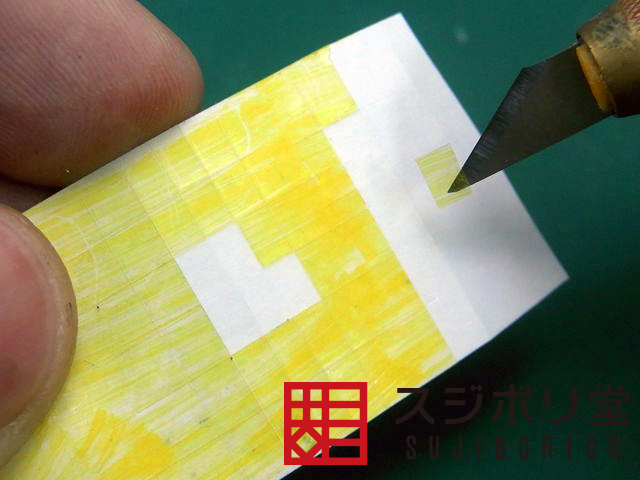
両面テープの台紙に貼って、テープ部分だけカットして使います。
油性のマジックで色を付けると見やすくなります。
テープを貼った状態です。
T型スライド定規を当ててスジボリを施します。
「ストッパーテープ」のおかげで、はみ出すことなく加工が出来ました。
先に加工したスジボリの先端に保護テープを貼ります。
反対(左側)は下書き線が交差する位置に貼ります。
スジボリの端にBMCタガネの先端を合わせます。

BMCタガネの側面にT型スライド定規を固定して、スジボリ加工をします。
スジボリの先端にBMCタガネの縁を合わせ、その位置に定規を固定することで、スジボリの
「ズレ」を防ぐことが出来ます。
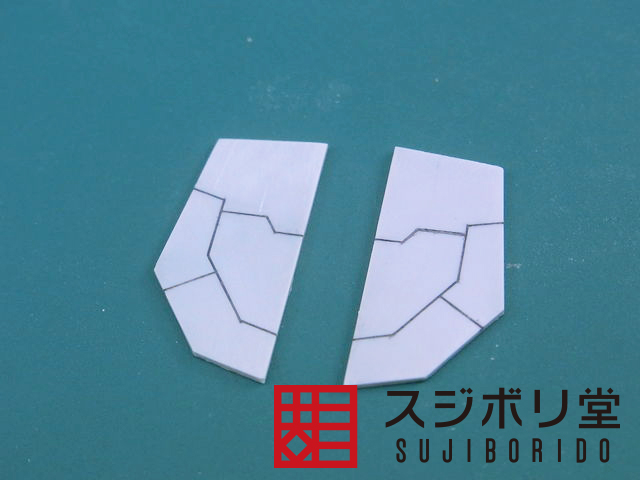
2つのパーツを同じ工程で加工することで、左右対称のパーツが完成しました。
上下2本の線もT型スライド定規と「ストッパーテープ」を使用して同じように加工しました。
パーツの縁と直角なラインは直角定規を使用しました。
スジボリの起点にも「ストッパーテープ」を貼っておくと、はみ出しのミスを防ぐことができます。
(過度の緊張感はミスに直結するので、「保険」としての保護テープは大切です。)
クランク状の横線は「ソケット板」を作り、T型スライド定規を使用して下書きと加工をします。
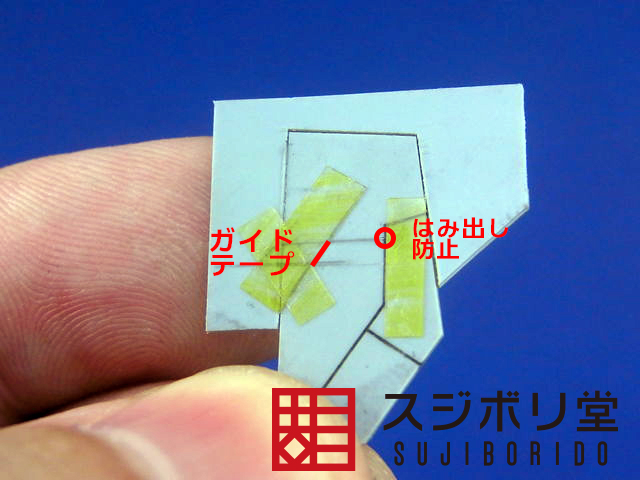
左側の斜線はスジボリのガイドテープ、右側はみ出し防止テープとして使います。
①斜めのラインはスジボリガイドテープとして貼り、そのラインと直角に「ストッパーテープ」を貼ります。
②T型スライド定規を下書き線の位置にセットしてスジボリ加工します。
③テープを剥がします。
④先に加工したスジボリの末端に保護テープを貼って残りのスジボリを行います。
⑤テープを剥がして完成です。
正確な位置出しが可能なT型スライド定規を使用すると、複雑な形状のパネルラインも表現可能です。
手作業だと長時間かかる工程ですが、位置出し作業を自動化できるため簡単に量産が可能です。

一回り大きな板と重ね合わせ、側面をパテでつないで立体的に加工しました。
【4.細いプラ材や小さなパーツへのスジボリ加工】
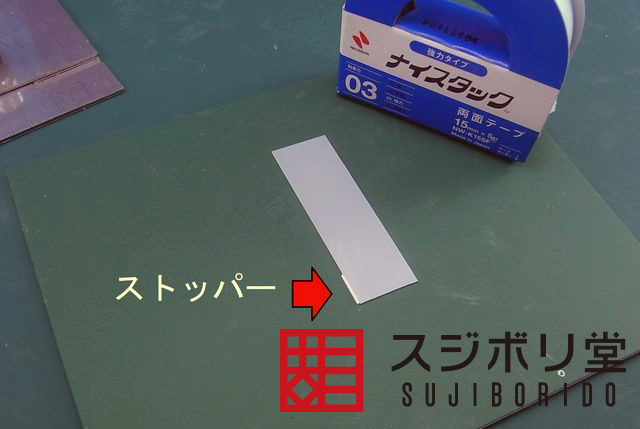
加工するプラ材をしっかりホールドする「押さえ板」を作り、カッティングマットに両面テープで固定します。
「押さえ板」の端に細切りプラ材のストッパーを接着して、加工するプラ材の横滑りを防止しました。
ストッパーには加工するプラ材よりも幅が狭い物を使います。
プラ材がT型スライド定規と「押さえ板」に挟まれることで安定し、正確な加工が可能になります。
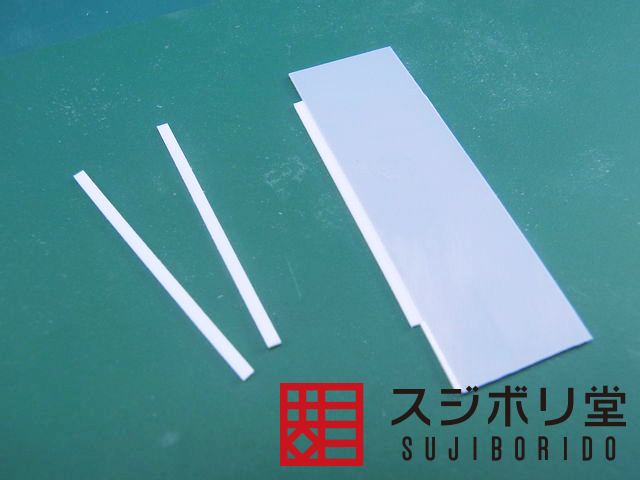
1.5mm幅・0.5mm厚のプラ材を加工します。
必要な位置でT型定規を固定し、押さえ板でプラ材をしっかりと挟みます。
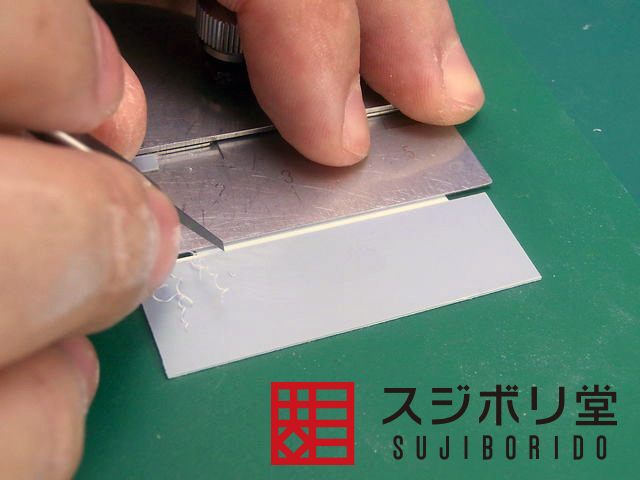
BMCタガネ0.15mmでスジボリ加工を行いました。
細幅の長辺と平行の位置に正確なパネルラインを入れることが出来ました。
0.75mm・1.0mmのプラ材にも同じように加工してみました。
【5.多重装甲断面モールドのスジボリ加工】
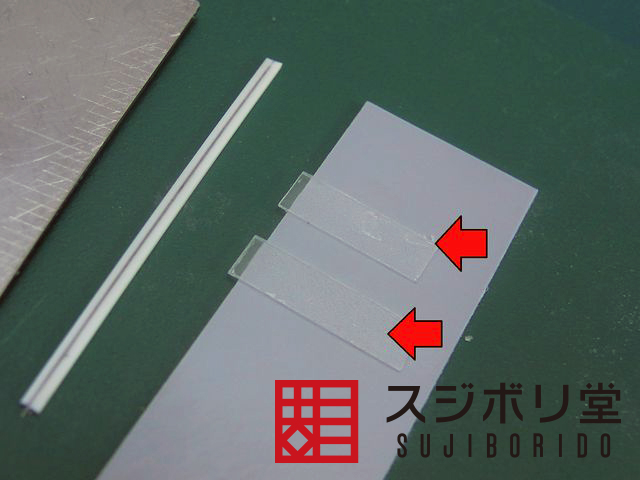
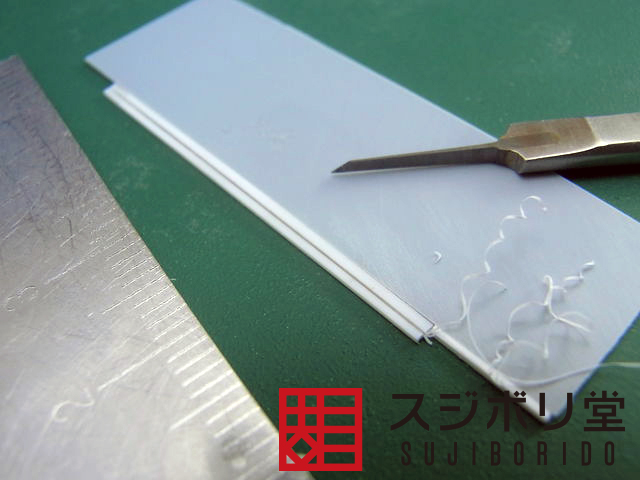
装甲の縁にさり気なく見えると意匠性が高まる、多重装甲断面モールドを1.5mm幅のプラ材に加工します。
カッティングマットに接着した「押さえ板」に、2枚の0.2mm透明プラ板を4mm程度の間隔で貼り付けました。
加工するプラ材にはあらかじめスジボリを入れておきます。

BMCタガネ0.30mmで透明プラ板の間にスジボリを入れます。
加工するプラ材はマスキングテープで固定しています。
透明プラ板を位置合わせに使いながらスジボリを繰り返します。
「押さえ板」2枚の間隔を変える事で、ディテール間隔をコントロールすることが出来ます。
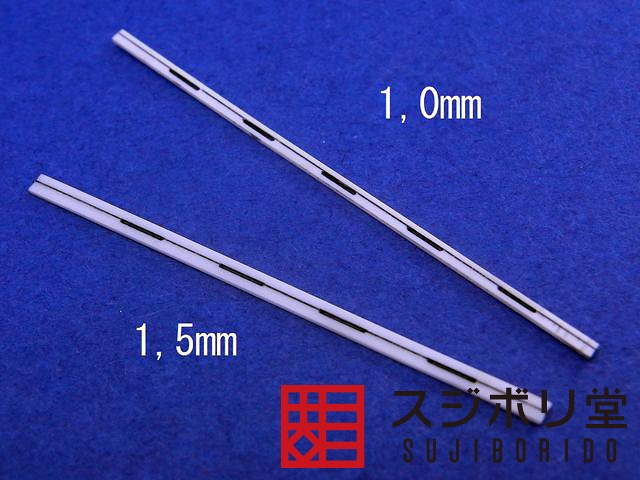
1.5mmと1.0mm幅のプラ材で多重装甲断面のディテールを製作しました。
フリーハンドで定規を使用しながら加工するには難しいディテールですが、T型スライド定規と治具を組み合わせることで、
精度良く簡単に作ることが出来ます。
そのまま装甲や開閉ハッチのパーツの縁に使用するほか、片面型で複製してレジン置換したものを、曲面的な
装甲の縁に使用しても面白い効果が得られると思います。
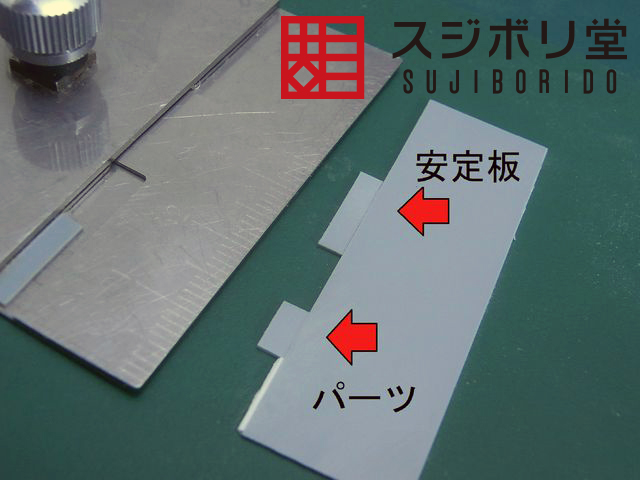
小さなパーツを加工するときも「押さえ板」が便利です。
加工するパーツと同じ幅の「安定板」を用意してパーツとやや離れた位置に挟み込みます。

パーツと同じ幅の「安定板」を挟むことで定規とパーツの位置が安定し、しっかりと加工することがきます。
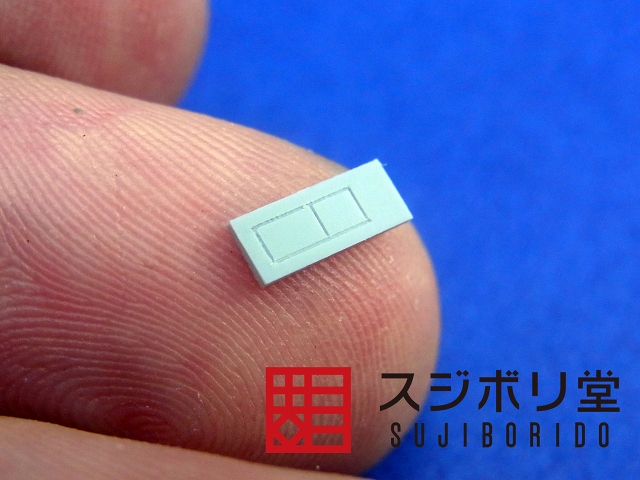
BMCタガネ0.15mmを使用して 3mm×8mmの長方形の板に1.8mm×5mmの長方形のスジボリを施しました。
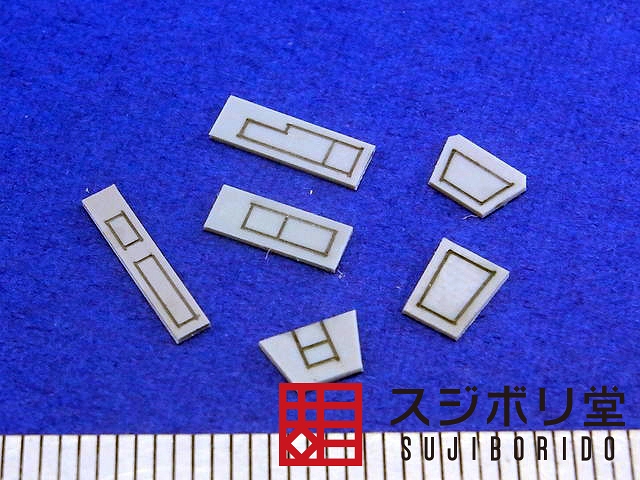
同じ要領で6種類作りました。
フリーハンドで定規を当ててスジボリを行うのが難しい小さなパーツも、T型スライド定規を使用することで、
精度良く簡単に作ることが出来ます。
【6.立体的なパーツへのスジボリ加工】
プラ板の箱組やポリパテの削り出し等、立体的なパーツやプラモデルのパーツにも同じように加工が可能です。
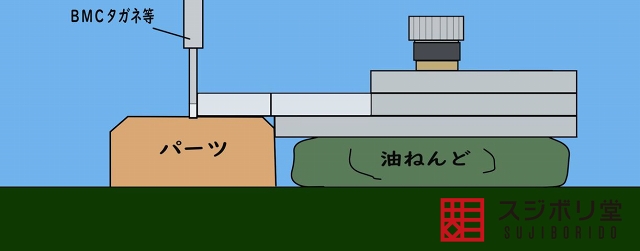
立体的なパーツに加工する場合は、粘土などで固定すると安定した作業が出来ます。
油粘土を使う場合は、作業後にT型スライド定規やパーツに付着した油分を中性洗剤や溶剤で除去します。

工具とパーツが安定した状態で保持できれば手持ちで加工する方法もありますが、怪我をしないよう注意してください。
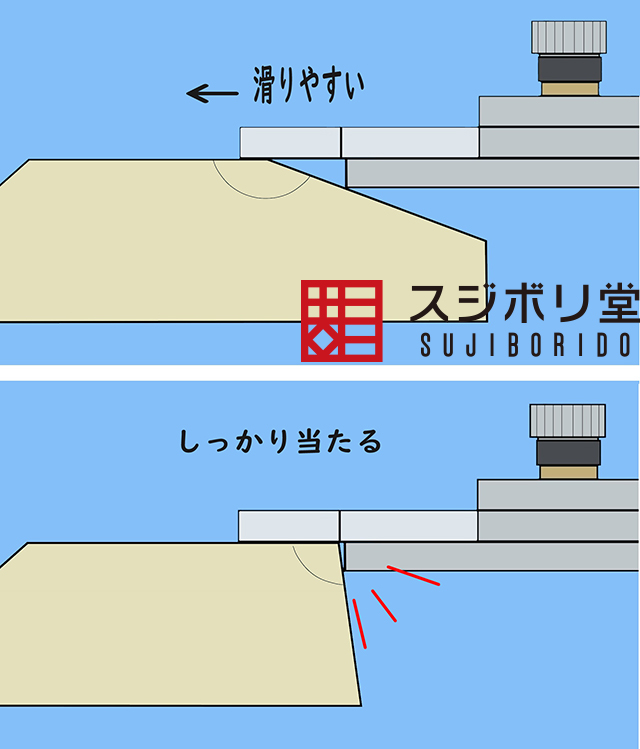
パーツの面に緩い角度が付いている場合、縁とT型スライド定規の当たりが浅くなり、一定の位置に
収まりにくくなるため、粘土等でしっかり固定してからご使用ください。
【7.パーツの縁の細長い面へのスジボリ加工】
キャラクターモデル1/144スケールのパーツの縁、幅1.25mmの狭い面にパネルラインを入れます。
油粘土でパーツとT型スライド定規を安定させ、しっかりとパーツの縁に当ててジボリ加工を行います。

狭い場所は ガイドテープを貼るのりしろが無いため加工が困難ですが、T型スライド定規を使う事で
精度良く簡単に加工することが出来ました。
上下の縁も加工してみました。
【8.分割ラインを利用したスジボリ加工】
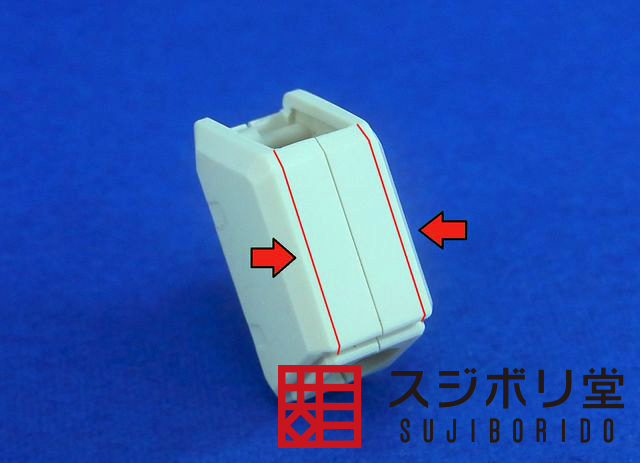
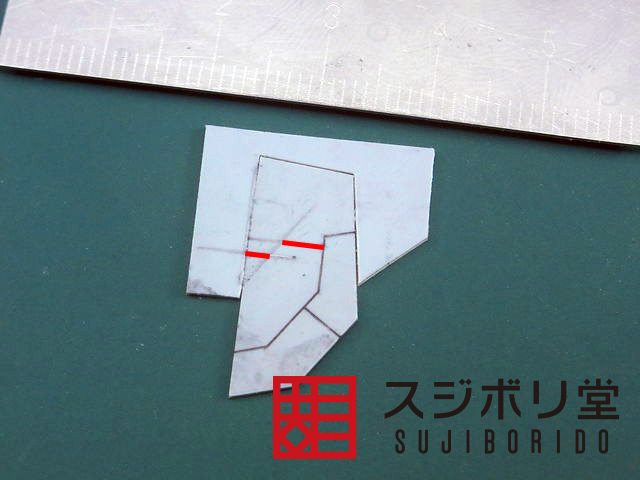
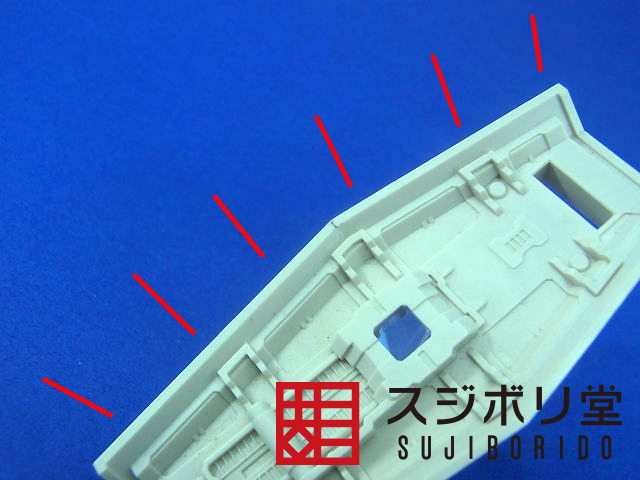
キャラクターモデル1/144スケールのパーツの赤線部分にパネルラインを再現します。
パーツの外側からT型スライド定規をあてると、C面加工が原因で当たりが不安定になるため、中心の分割ライン側に
T型スライド定規を当てて加工をします。
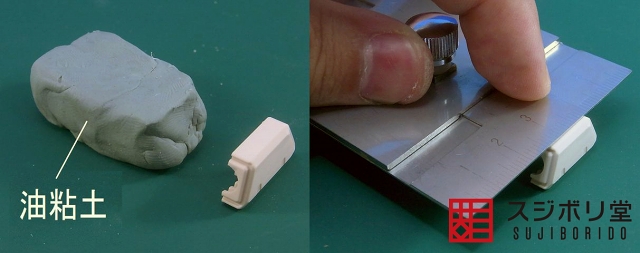
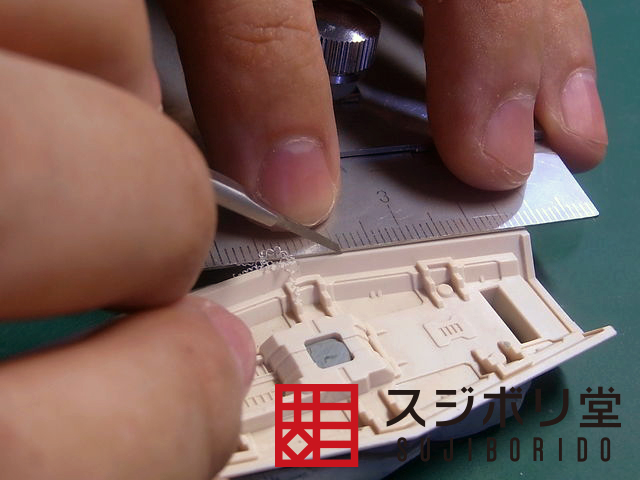
立体的なプラモデルのパーツに加工をする場合、T型スライド定規を安定させることが難しいので、
油粘土をパーツからやや離れた位置に置くと作業がしやすくなります。
パーツより少し高めに油粘土を置いて、T型スライド定規で適正な位置まで押しつぶすようにすると
安定させることが出来ます。

BMCタガネ0.15mmでスジボリを行いました。
傷を付けたくない部分にはマスキングテープを貼って保護しています。

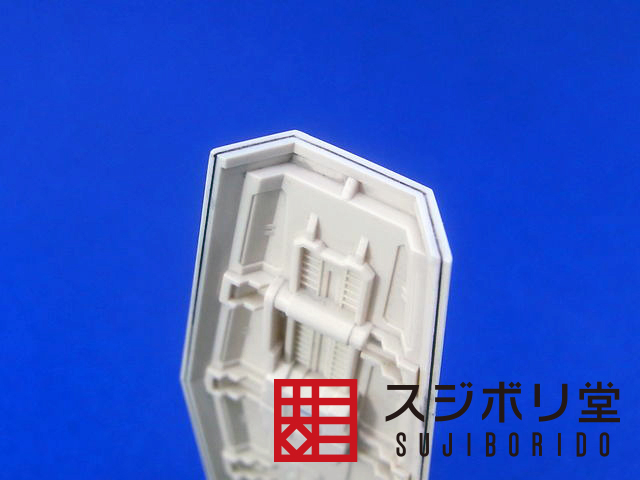
左右のパーツにスジボリを行い接着して仕上げました。
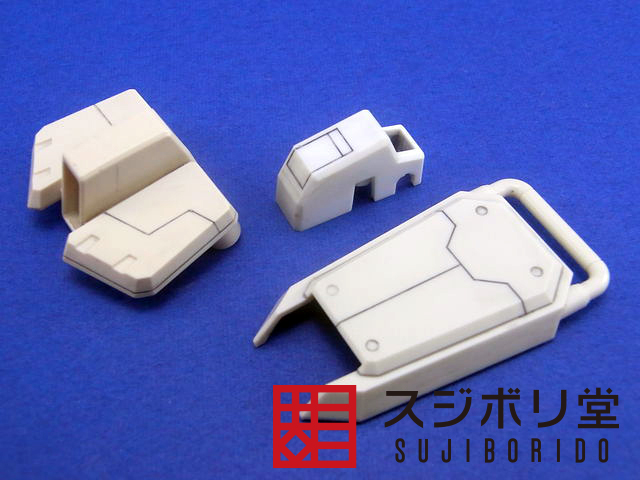
【9.C面のあるパーツへのスジボリ加工】

キャラクターモデル1/144スケールのバックパックにスジボリ加工を行います。
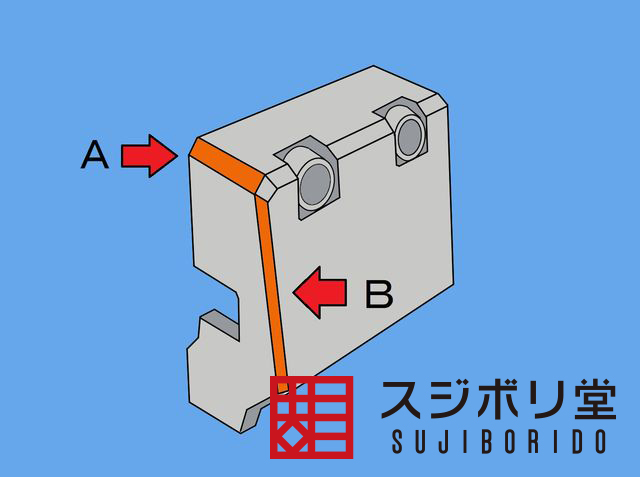
エッジに「C面(角が斜めに削られた面)」があり、AとBで幅が異なっているので、そのままT型スライド定規を
当てると、スジボリの加工位置にズレが生じます。
パーツの上面と前面の角度をプロトラクター(角度定規)で計って、側面に貼り付ける「補助プラ板」を
1mmプラ板から切り出します。

バックパックのパーツの側面に、上面と前面に面一になるように、両面テープで接着します。
これでT型スライド定規とパーツの当たる位置が一定になるので上の図のAとBの幅の差による、スジボリの
位置のズレを防ぐことができます。
T型スライド定規を当てた際、変形しないように1.0mm以上の厚みの板を使う事をお勧めします。
「補助プラ板」のおかげで安定した加工が可能になります。

上面へのスジボリは、パーツとT型スライド定規を包み込むようにして、手持ちで加工しました。
力を入れず何度もケガくのがコツです。
ケガには十分ご注意ください。

仕上げに横方向のパネルラインも加えました。
C面が入っているパーツでも、T型スライド定規を当てる面にプラ板「補助プラ板」を貼り付けることで、
精度の高い加工が可能です。
【10.クサビ形の板を使って斜めのスジボリ加工】
貼り付ける板の形状を工夫することで、角度付きのパネルラインの表現も可能です。
2枚の0.5mmプラ板の上部に1mmの細切りプラ棒を挟み、隙間を瞬間接着パテで埋めた
「クサビ形の板」を両面テープで貼り付けます。
はみ出し防止の「ストッパーテープ」を貼り、「クサビ形の板」のエッジにT型スライド定規を当てて
スジボリをします。
反対側も同じ手順で加工します。

左右対称の位置に任意の角度を持ったスジボリが入りました。
パーツ上部の縁にT型スライド定規を当て、横のラインのスジボリをします。

「クサビ形の板」を作る一手間が精度の高い加工を可能にします。
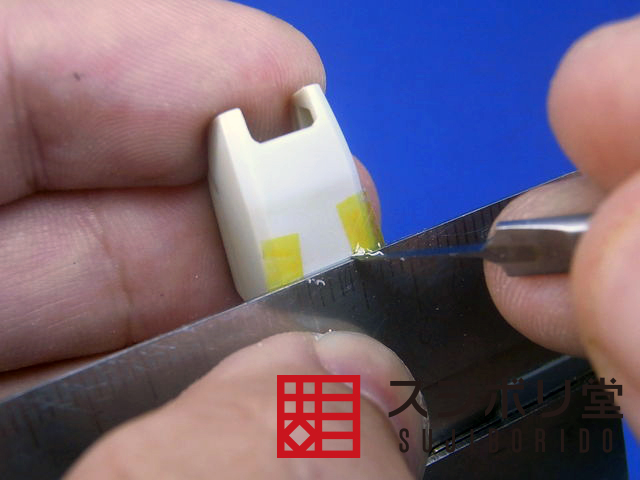
【11.プラ棒やプラパイプへのスジボリ加工】

C面パーツと同様の方法でプラ棒やプラパイプを縦方向にスジボリ加工をしたり、その方向で切断したり
することも可能です。
パイプ類を加工する場合は、プラパイプを固定するプラ板の箱組を使用します。
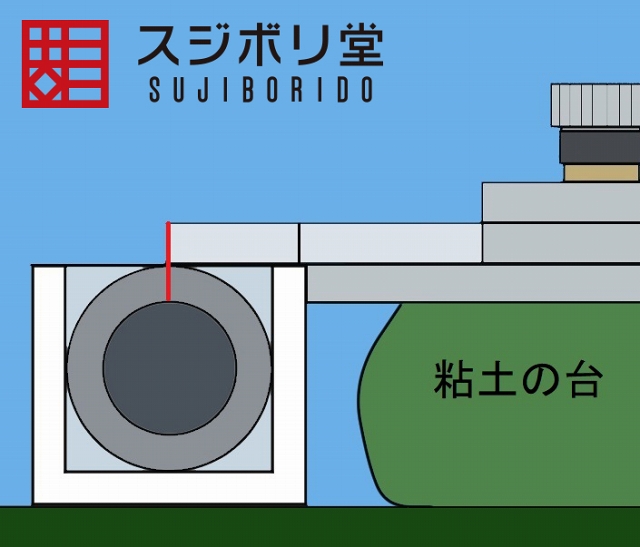
箱の内径はパイプの外径に合わせ、プラパイプが動かないよう固定します。
T型スライド定規は粘土を土台として箱の高さに合わせ、プラパイプの中心に定規が合うように
セッティングします。
(8mmパイプと1mm厚のプラ板の箱の組み合わせなので、パイプの半径+プラ板の厚み=
5mmの引き出し幅でT型スライド定規を固定しています。)
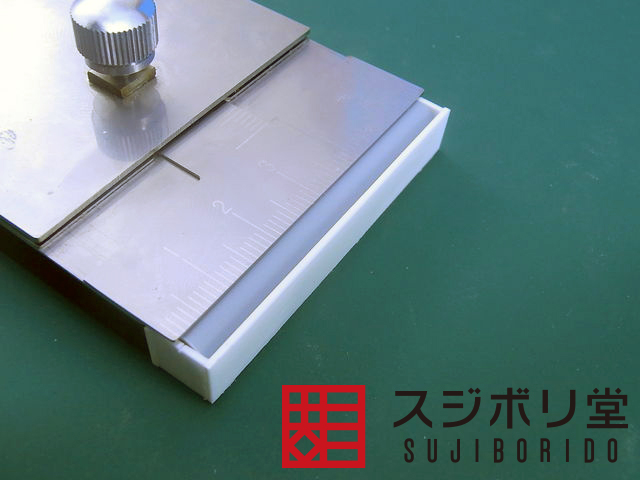

箱の上のエッジにT型スライド定規をしっかりとあてて、 BMCタガネでスジボリ加工を行いました。
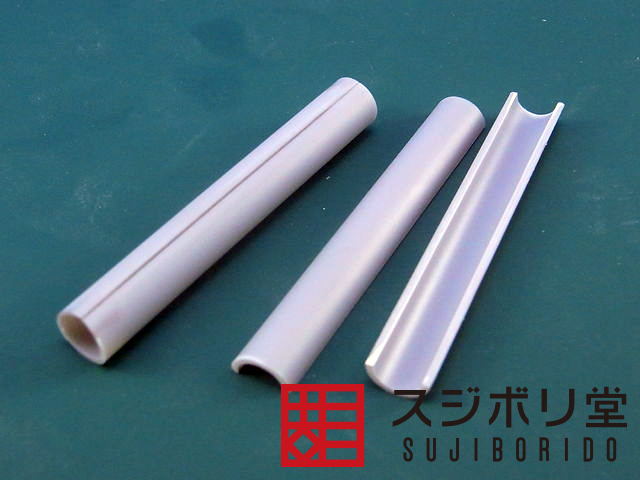
スジボリを施したものと半分にカットしたものを作りました。
箱を作ることでパイプ・丸棒に正確に加工を行うことが可能です。
あらかじめ使う事の多いプラ材のサイズの「箱」を作っておくと便利です。
【12.円形パーツのスジボリ加工】

同じ方法で円形パーツにスジボリ加工が出来ます。
円形パーツの直径と高さが隙間なく収まる正方形の箱を作りました。
箱の縁には接着線の段差が出ないように仕上げます。
箱の底面に爪楊枝などの棒が通る穴をあけておくと、パーツを取り出すのが楽になります。
プラパイプの加工と同様、箱のエッジにT型スライド定規をセットして任意の幅でスジボリ加工を行います。
4方向からT型スライド定規を当ててスジボリを行いました。

右から2番目が加工例です。
その他、上下左右対称のリベット部の開口、スジボリをした部分をカットして別のパーツを組み合わせるなど
様々な表現が可能です。
目立たない箇所に一手間かけると意匠性が高まり、作品のオリジナリティもアップします。
【13.小さなサイズのプラパーツの切り出し加工】

小さなサイズのパーツの切り出しは、ナイフの刃を入れる僅かな角度の違いで大きさに誤差が出ます。
特に同じサイズ・形の物を複数枚揃えることは上級者でも難易度の高い工作です。
パーツが定規に隠れてしまうほど小さい場合、作業はより困難になります。
そこで、パーツのサイズを同形状で縮小することができるT型スライド定規の特徴を活かし、大きめに
カットしたパーツを用意します。
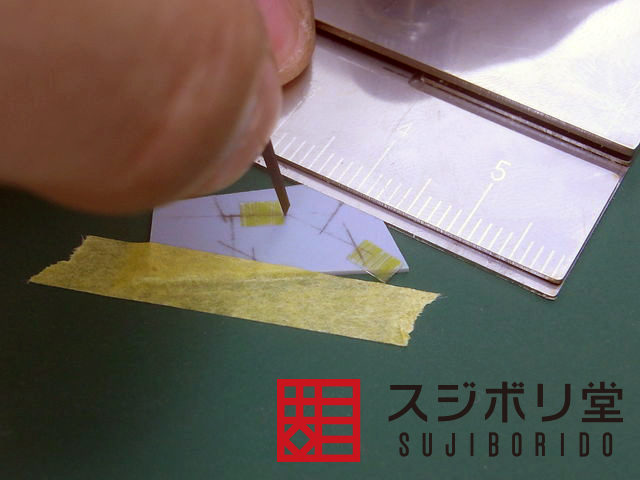
各辺と平行に周囲を切り落として小さなパーツを切り出します。
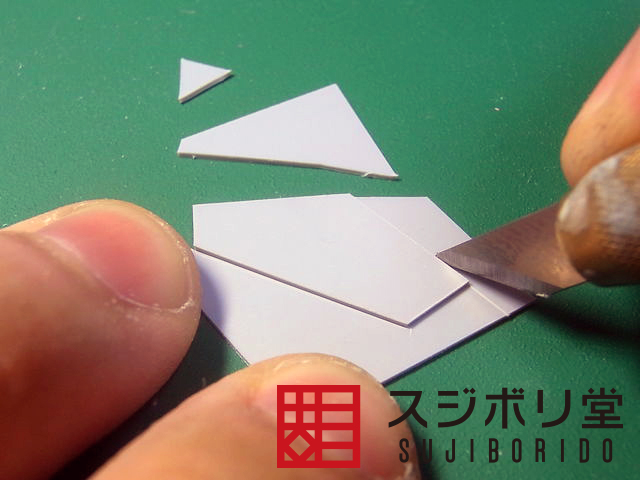
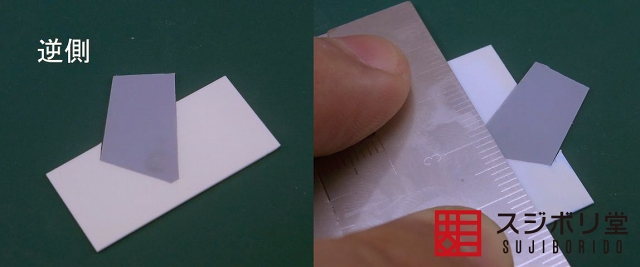
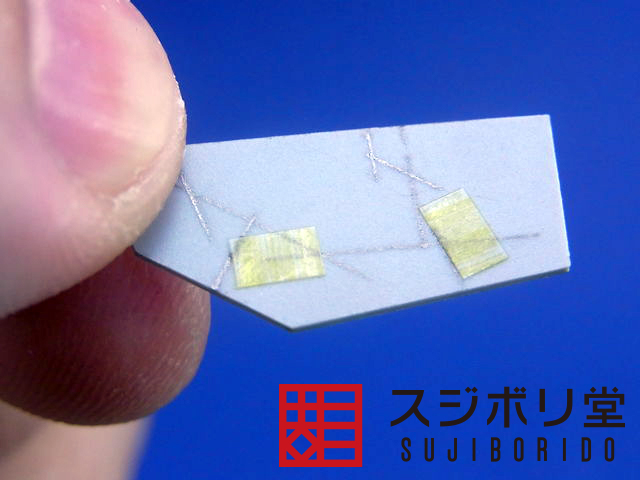
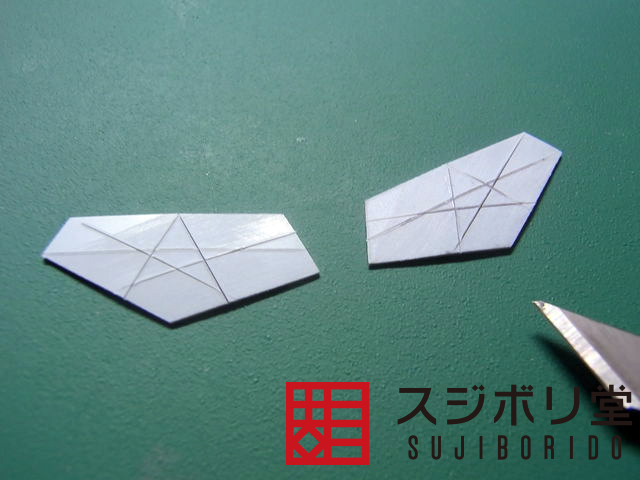
瞬間接着剤の点付けの重ね切りで同形状の物を2枚用意しました。
2つのパーツは対になるように、逆向きで加工します。

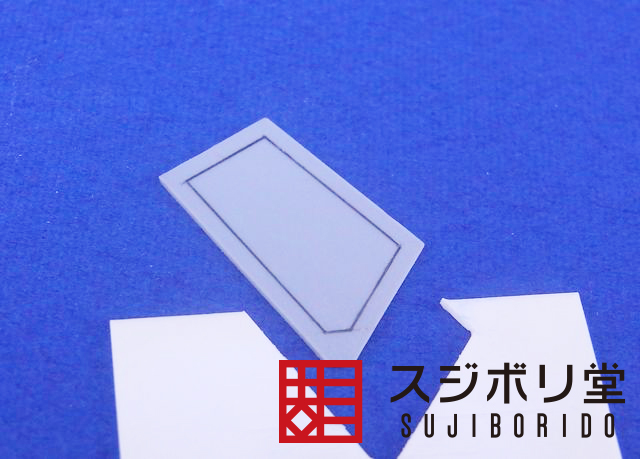
片方のパーツにおおよそのサイズと形の下書きをして切り出す輪郭を確定します。
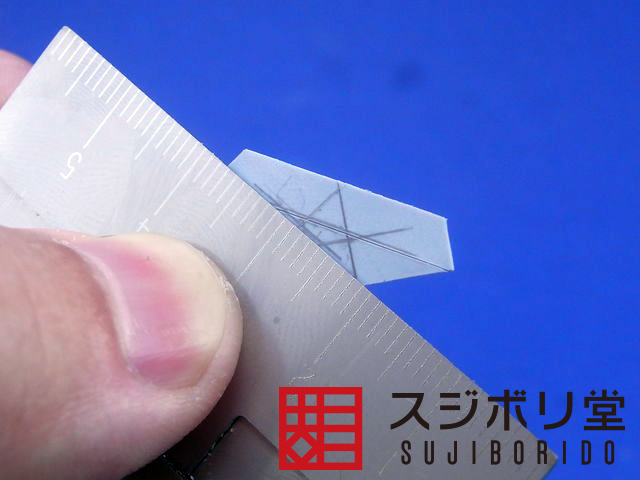
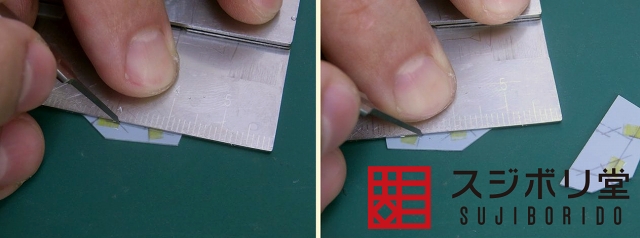
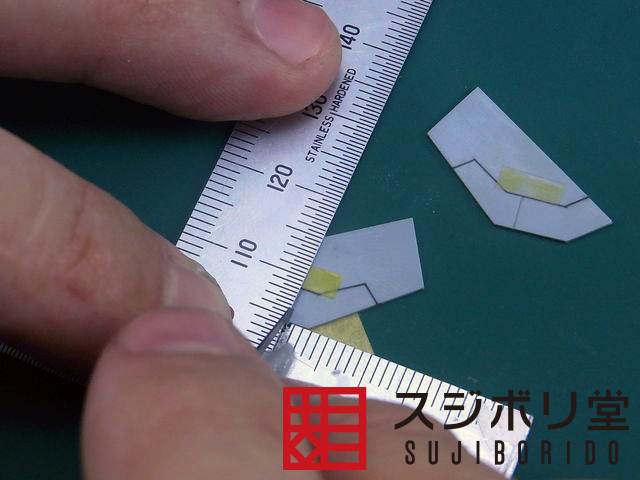
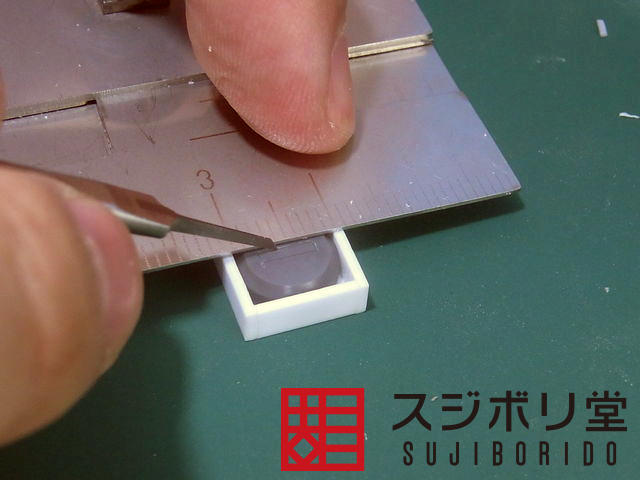
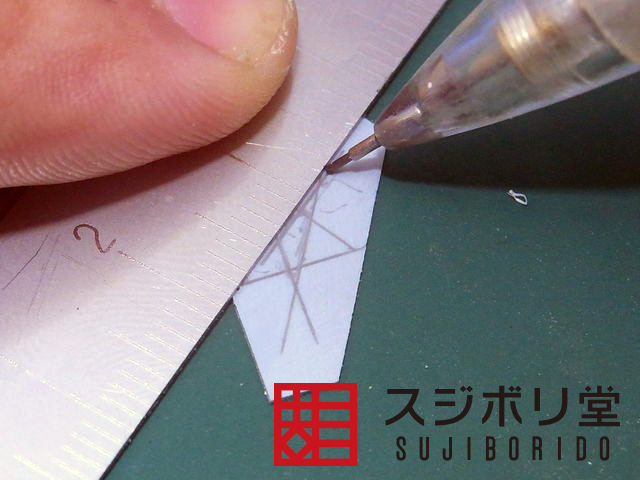
下書きをした方のパーツでT型スライド定規の引き出す幅を合わせて固定します。
2つのパーツの同じ辺を交互にカットして、次にカットする辺の下書きに位置を合わせてカットという工程を繰り返します。
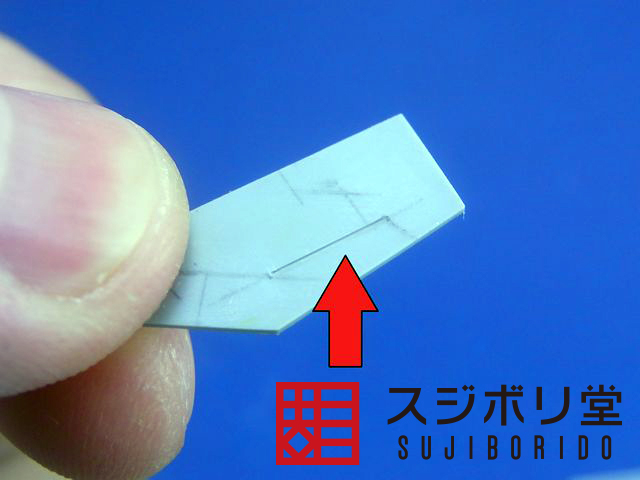
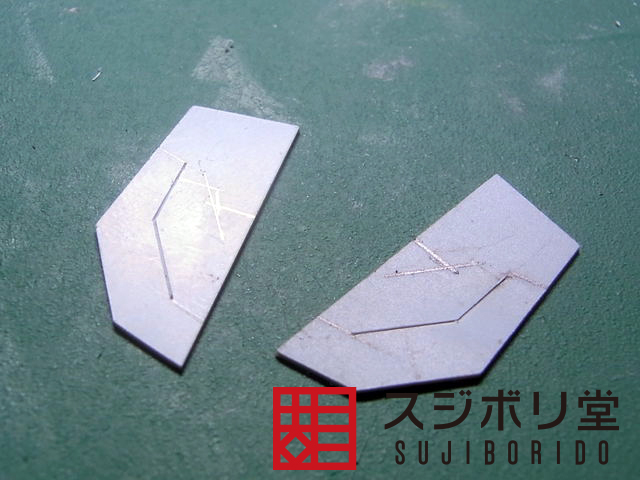
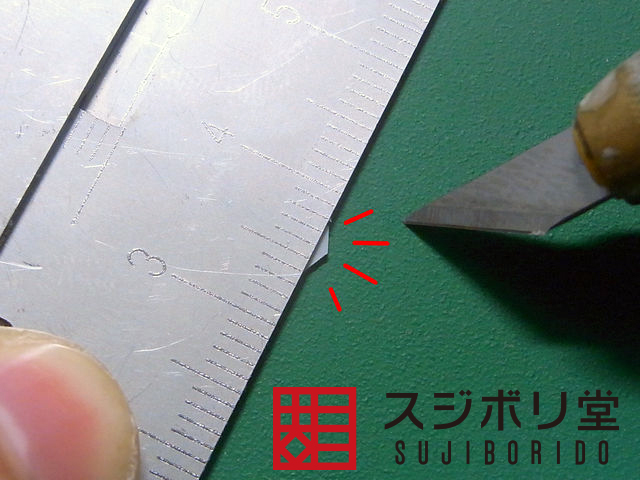
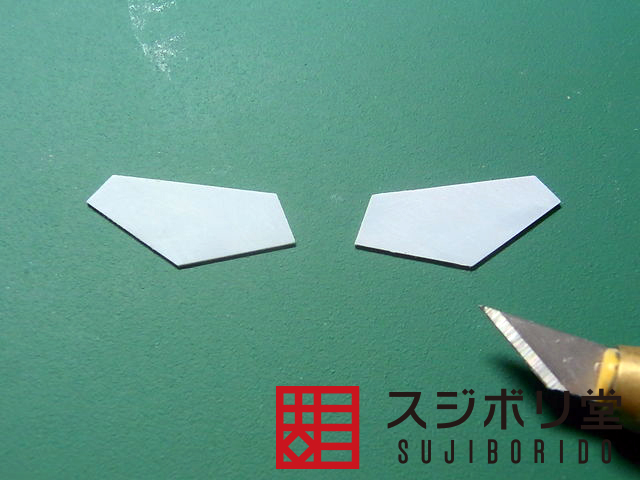
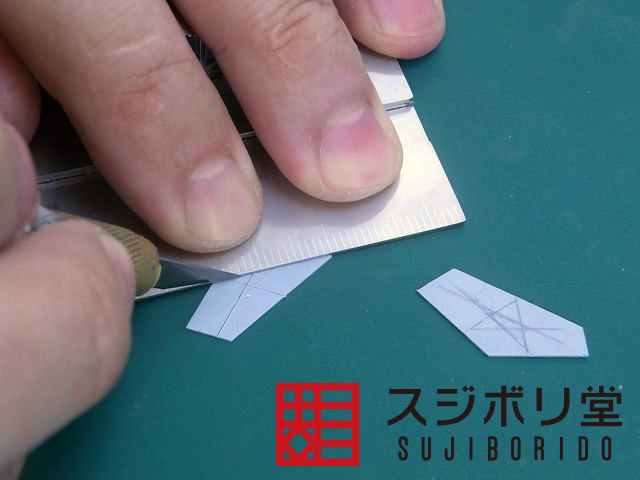
2つのパーツのすべての辺のカットが終わりました。

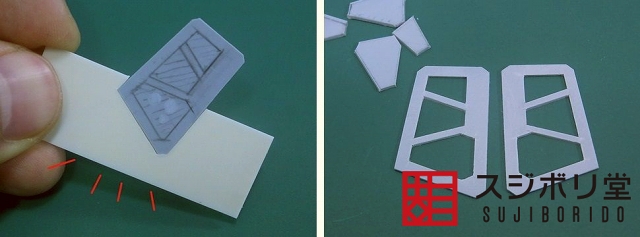
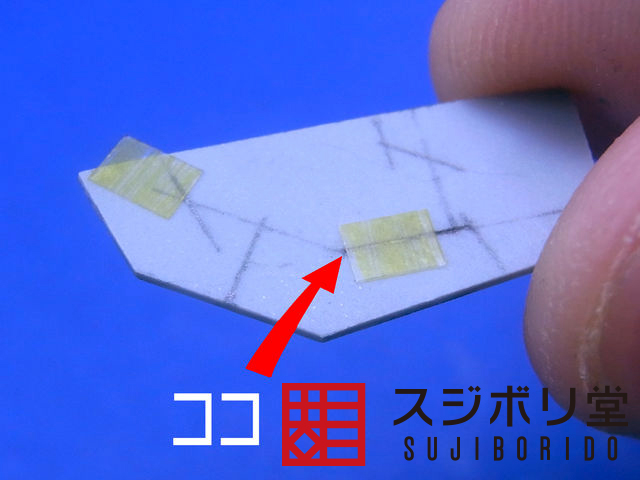
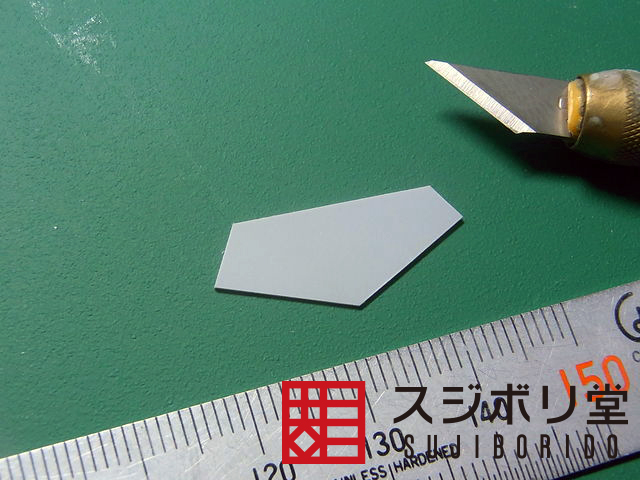
切り込みを入れた部分を折って切り離します。

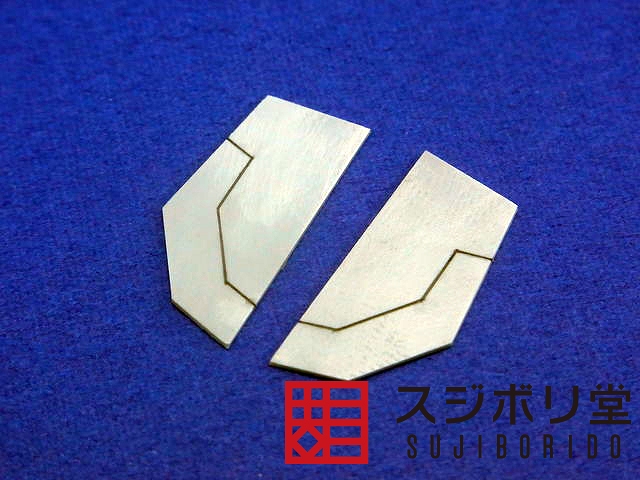
左右対称のパーツが同形状、同サイズで切り出せました。